



Hello all,
I am looking in buying a vise for my taig and have been looking at the ones that enco sells (pn's: 428-9010 or 428-9126) on page 408.
What size does everyone else use? Which is better, the one with the holes in the side or the one without holes? What is a size to big for the machine?
Thanks for your help!
Eric
Results 1 to 20 of 33
-
08-05-2008, 09:05 PM #1
 Member
Member
- Join Date
- Apr 2003
- Posts
- 95
Which vise to buy for my CNC Taig?
-
08-05-2008, 10:36 PM #2
Registered
- Join Date
- Aug 2006
- Posts
- 259
didn't realize this was a benchtop machine.. I started to reply about kurt vises and such.. heh
I would say yes those look decent.. but wait for someone else that actually has used one to speak up..
-
08-06-2008, 12:21 AM #3
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
I can't see the page with the number.
Get a Toolmakers Precision Vise, thats what there called. Got mine on Ebay for 50.00!!!!
-Jason
-
08-06-2008, 12:27 AM #4
Registered
- Join Date
- Aug 2007
- Posts
- 558
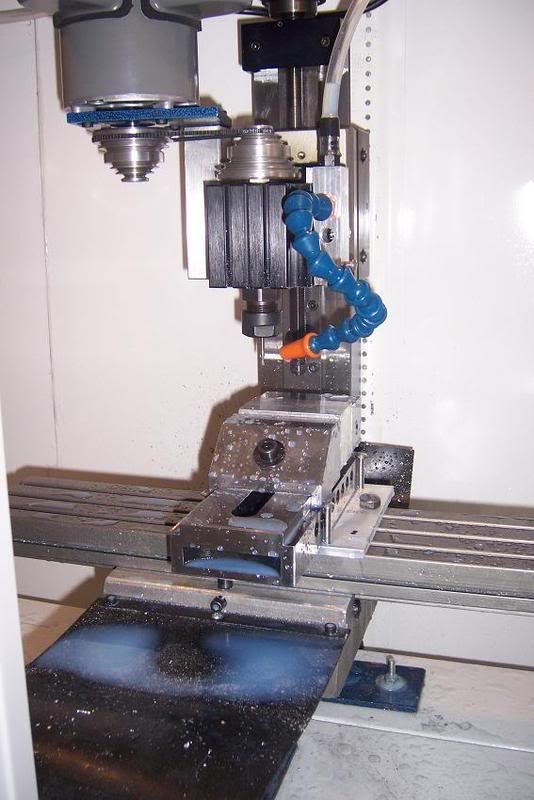
That's what I use for small parts too. Got mine (2 actually) from Enco, $48 ea. on special. Originally Posted by SpeedsCustom
Originally Posted by SpeedsCustom

They won't hold as tight as a proper machine tool vise though - not suitable for any sort of heavier cut...
Jason
Ps - here it is in action See it go, at about the 20 sec. mark:
See it go, at about the 20 sec. mark:
[ame="http://www.youtube.com/watch?v=mcUqS9t0Yyw"]YouTube - CNC milling 6061 aluminium[/ame]
-
08-06-2008, 12:30 AM #5
Registered
- Join Date
- Jan 2007
- Posts
- 525
Jason3 - I politely disagree. My toolmakers vice, which is similar to the one Speeds pictured above, will hold any piece of metal for any cut which the TAIG is strong enough to make. Plenty of clamping pressure.
Tormach PCNC 1100, SprutCAM, Alibre CAD
-
08-06-2008, 12:35 AM #6
Registered
- Join Date
- Aug 2007
- Posts
- 558
I stand corrected, thank you, I am not familiar with the Taig, my apologies. I was drawing on my experience of a time I did have a piece of material move with almost disastrous consequences when I used mine with my RF45 size square column mill, even though I had tightened the vise as much as I dared... I think this is a heavier machine though? Originally Posted by tikka308
Regards,
Jason
-
08-06-2008, 01:48 AM #7
Registered
- Join Date
- Nov 2007
- Posts
- 980
Jason, I'm betting what happened was you had it adjusted "between" the pin slots and it never really tightened correctly in the first place for you. This is one of the drawbacks on these vices but they do work excellently although the feel for them takes a little getting onto. By the way, I saw your machine that you're using with the smooth stepper. Very nice! Originally Posted by Jason3
I love these vices, it's the 3" but I'd like a smaller 2" as well.Dave->..
-
08-06-2008, 05:25 AM #8
Gold Member
- Join Date
- Sep 2006
- Posts
- 1738
Yes Fretsman is right. You need too position the opening jaw usually a quarter inch before the piece and let it grip "farther" away. That way, when you tighten it down, you pulling the mouth closed.
These vises are very strong, pretty heavy and will take good amounts of abuse. I love mine! One of the best upgrades I have done too may taig!
-Jason
-
08-06-2008, 08:22 PM #9
Registered

- Join Date
- Jul 2006
- Posts
- 887
im surprised that it hasnt been said yet, but the toolmakers vise is designed so that the moving jaw of the vise cannot lift up when tightened. The bolt draws the jaw forward and down. So your material stays put. Alot of screw vises will lift the back jaw due to the clearance needed to allow the jaw to move.
-
08-06-2008, 08:35 PM #10
Registered
- Join Date
- Aug 2006
- Posts
- 259
Fixittt, I beg to differ. It solely depends on the maker of the vise.. Kurt vises use a wedge type system that puts downward force along with the clamping force on the movable jaw..
same premise as the toolmakers vise.
-
08-06-2008, 10:28 PM #11
Registered
- Join Date
- Jul 2006
- Posts
- 887
tnik I agree which is why I said Alot of vices... not all. there are screw style vices designed to not lift the material. but some of those are large vices and not something that will fit a small machine, but yes you are correct.
-
08-06-2008, 10:34 PM #12
Registered
- Join Date
- Nov 2007
- Posts
- 980
If only they did, I love the anglelock vices. I actually prefer the older Yuasa vice as they have less jaw deflection when holding parts at either one of the ends, but I digress.. Originally Posted by Fixittt
Dave->..
-
08-07-2008, 12:18 PM #13
Registered
- Join Date
- Aug 2006
- Posts
- 259
yea, its the age old proverb.. you get what you pay for..
-
08-07-2008, 01:44 PM #14
Registered
- Join Date
- Apr 2003
- Posts
- 550
I only wish that was really true!.. Originally Posted by tnik
Garry
-
08-07-2008, 02:12 PM #15
Registered
- Join Date
- May 2005
- Posts
- 1662
For an all-purpose vice Kurts are hard to beat. Even if I could afford one, not sure if they come in toy size ?
I'm using one of the Kurt knock offs shown in this comparison chart
http://littlemachineshop.com/info/vise_compare.php
Even a real Kurt has some tendency to lift parts. Place parallels under the part and tap down until parallels are tight.
Advantages of Kurt style ?
Convenience
Allows for firm clamping of a slightly out of square part
Replaceable jaws allows sacrificial jaws, step jaws, angle jaws etc. This is a must have imho. In the shop we probably had 10 or more pairs of jaws at every machine. Some were specific to a single job.Anyone who says "It only goes together one way" has no imagination.
-
08-07-2008, 03:20 PM #16
Registered
- Join Date
- Aug 2006
- Posts
- 259
it really depends on what your tolerances are.. if your putting down force on the part while tightening the vise, and the parallels are loose, it is probably just a .0005 gap or so..
I have a few idiots here that love 'tapping' down the part with a mallet.. so much I've seen some parts with indentations of the parallels.. :nono:
-
08-08-2008, 02:40 AM #17
Registered
- Join Date
- May 2005
- Posts
- 1662
And those same guys work at tire shops tightening lugnuts to 250ft/lbs. Good judgement and mechanical sympathy isn't in some peoples dna. Originally Posted by tnik
Rethinking my earlier advice. I still feel a Kurt style is a good general purpose choice. The screwless type of vise shown earlier can be better for small or fussy work.
Edit/ Taking a third look at the choices. The screwless style holds larger work for a given size of vise. The Kurt style is longer and heavier. My new answer is you need both kinds. Sorry but there's no way around it  Anyone who says "It only goes together one way" has no imagination.
Anyone who says "It only goes together one way" has no imagination.
-
08-08-2008, 01:53 PM #18
Registered
- Join Date
- Jul 2006
- Posts
- 887
and if your cheap like me, you can always make a general purpose vise!!!!
-
08-14-2008, 11:25 AM #19
Registered
- Join Date
- Oct 2007
- Posts
- 29
vises
I have used a 3" toolmakers vise on a Taig for years. The ones with hidden engagement mechanisms can sometimes require fiddling around with to get them positively engaged so I prefer the ones with the external pin. here are a variety of vises for all kinds of uses. Alan
http://www.finelinehair.com/home/Vises.htm
-
12-10-2012, 05:59 PM #20
Registered
- Join Date
- Nov 2012
- Posts
- 23
Jason, Originally Posted by SpeedsCustom
I'm looking for a vice, is this the one you are currently using?: SHARS Precision Toolmakers Vise 5" New | eBay
Thanks
Jim

 Reply With Quote
Reply With QuoteSimilar Threads
-
Taig 3 Jaw Chuck on Taig Mill?
By jim_stoll in forum Taig Mills / LathesReplies: 8Last Post: 09-19-2017, 04:38 PM -
TM-1 vise
By maxine in forum Haas MillsReplies: 6Last Post: 10-20-2007, 12:34 AM -
Home Made Vise Stop - For 6" Kurt Vise
By widgitmaster in forum Bridgeport / Hardinge MillsReplies: 20Last Post: 12-15-2006, 03:49 PM -
cheap DIY low profile "softjaws" vise for TAIG
By Smertrios in forum Taig Mills / LathesReplies: 3Last Post: 04-29-2006, 06:20 AM -
Vise Recommendation
By edge in forum Uncategorised MetalWorking MachinesReplies: 3Last Post: 02-29-2004, 08:24 AM
