





Update:
Most of the mill is finished in Solidworks, I'll post a rendering as soon as I finish the enclosure.
I've decided to keep the mill after all (I've already drawn this one and improved it a bit), but have completely given up on getting a replacement part. Instead I will be milling off the dovetail and fitting linear rails, something around 20mm wide, with four blocks. This will also make gib adjustment easier, as they won't exist. The 400W servo should be powerful enough to deal with the lack of friction in the ways (hopefully, if anyone doesn't agree, let me know).
I started making a beveled straight edge, necessary for checking the dovetails, which went quite well until I went a bit too deep and the facemill grabbed (it was sticking pretty far out of the vice). I've been a machinist for quite awhile... I should have forseen that happening. A new set of inserts, retramming the mill, and straightening the bar fixed the problem. I'll scrape it to a finished flatness, just as Ryan describes. The Bridgeport sure does look funny tilted at 45 degrees, though.
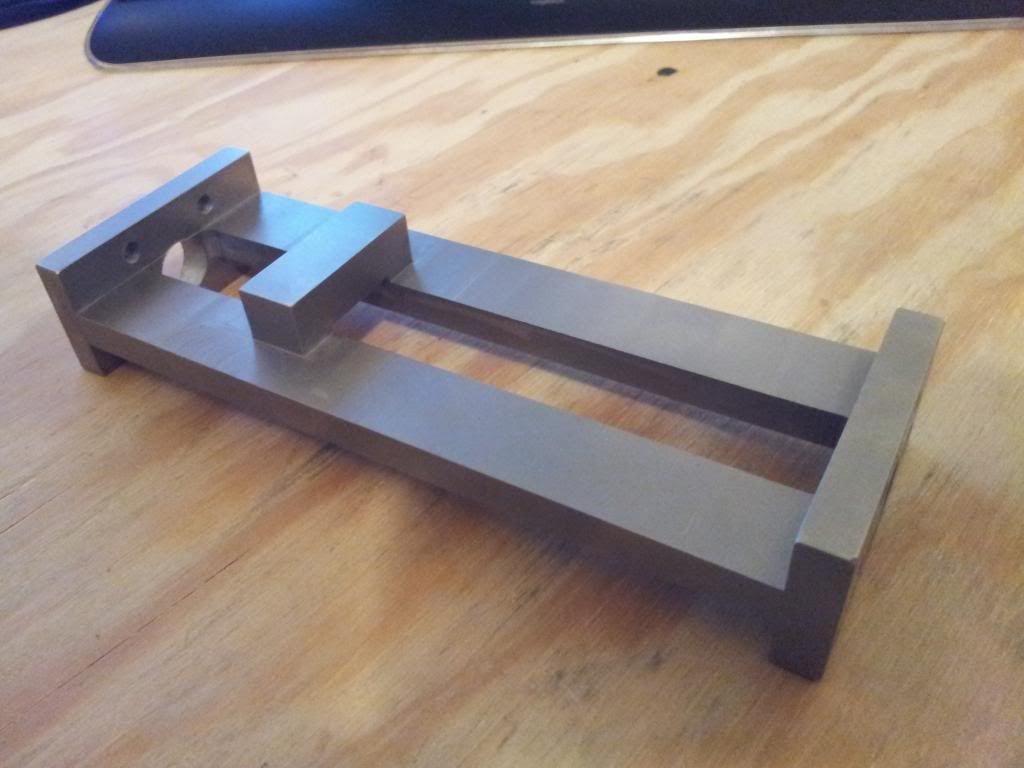
I machined the first part for the mill, a mount for the x axis ballnuts (preloaded). This is a fairly odd part, and I wanted it steel, so machining was a gigantic pain. I won't detail every part I make, but this was one of the worst parts I've ever made, ever... It cost about 3 roughing endmills and a set of inserts in the facemill...
One thing that made it difficult was the size of the piece I started with. It was a little over 3" in dia and round... It barely fit in the vice. But it was free. Also, I have no idea what alloy it was...
I started by putting flats on the sides, making it substantially easier to grip in the vice.
Next I spent an hour and a half squaring it to size. There were a ton of chips here, some more than 20' away from the machine. That is the biggest facemill we have (I've been pushing for a 3") but it cuts very nicely. Most of these cuts were .200 deep, full width, 20 ipm. The kind of cuts G0704's only dream of... Finally I got here:
Some drilling, tapping and a lot of rough endmilling and I finished. I estimated 4 hours and it took more like 6. Also, I was having issues with 3/4' HSS roughers. The bottom of the flutes kept chipping or burning up. I switched to a 1" rougher and it worked flawlessly. I sandblasted it and here it is:
All critical dimensions are within .001, everything else within .003. Although it should work beautifully, I wouldn't suggest copying it. I do not kid when I say this was one of, if not the, worst thing I have ever made on that machine, including using a slitting saw on titanium. I have about 15 burns on my arms from chips...
Thread: Zach's G0704
Results 1 to 20 of 155
Threaded View
-
02-19-2013, 06:48 AM #10
 Registered
Registered
- Join Date
- Feb 2013
- Posts
- 164






 Reply With Quote
Reply With QuoteSimilar Threads
-
DRO for G0704
By UMR in forum Benchtop MachinesReplies: 4Last Post: 07-06-2016, 04:04 AM -
No Joy with my New G0704
By DogWood in forum Benchtop MachinesReplies: 5Last Post: 07-05-2016, 05:49 PM -
Zach's Homebrew CNC Mill
By Zach_G in forum Vertical Mill, Lathe Project LogReplies: 76Last Post: 06-27-2015, 04:28 AM -
G0704... Yes Another One ;)
By ww_kayak in forum Benchtop MachinesReplies: 24Last Post: 05-27-2013, 03:47 PM -
G0704 or a X-3
By USN in forum Benchtop MachinesReplies: 8Last Post: 05-30-2011, 08:24 AM
