



Howdy all, I finally received my G0704 after a few months planning. I've read pretty much every g0704 thread on this forum (and watched pretty much every video on Youtube) so I have a pretty concrete idea of what I want to do. My build will look pretty similar to Ryan's. My build plan is as follows:
-3D Model and prints
-Truing up of mill (lapping, probably some scrapping, also have access to a surface grinder. I'll see what it needs)
-Build steel stand and enclosure
-Extend Y axis, see what I can do about Z
-Mount DMM servos (300W on XY, 400W on Z) and C7 ballscrews
-Double ballnuts on all axis's
-Linear encoders on all axis's (Ryan's seem to be working quite well)
-Install electronics, computer, touchscreen monitor (probably on LinuxCNC, we'll get to that)
This is Stage 1. After this I will run a few runs of parts, small production runs of 30-50 parts at a time, to get enough income to continue.
Stage 2:
-New motor (treadmill or large servo, haven't decided)
-Power Drawbar
-ATC
I know everyone plans on an ATC, but I've only found a couple here on the forum (in other words it rarely ever gets done), but I have a fair bit of experience in automation engineering, so it shouldn't be too difficult to design (famous last words...). I'm exploring alternative to the simple carousel type, possibly a chain style.
About me: I'm an Aerospace engineering student at Texas A&M. I've been a manual machinist for the past 4 years, so I have a fairly concrete foundation in mill and lathe work. Once I get the mill running I will be producing production parts for the machine shop I work for. While a VMC would be infinitely better for production, I need something that runs on 110V and fits through a garage door. Plus, I love a good project.
Now, on to the questions:
I seem to have very little z movement. Is the z carriage supposed to stop flush with the column? I've seen Hoss's carriage flip, is there anything else to get more z travel?
My mill will not run unless the stupid plastic guard is swung in front of the tool. While this is a super easy fix, is this a new thing? I've never seen it mentioned elsewhere.
Finally, on to control. The servo control is no problem, but I'm wondering what the best way is to sync the linear encoders. Would KFlop be best, as Ryan used, with the mach3 plugin, or would it be better to get a board from Mesa and run it all into LinuxCNC, closing the loop there? I have a bit of experience and a license for Mach3, but I'm fine with Linux as well...
Thanks for any input, I look forward to the build!
A few pics of me maneuvering the mill onto its stand temporarily. The crate was in pretty sorry shape when it arrived, but the mill seems to be fine.

Thread: Zach's G0704
Results 1 to 20 of 155
-
02-04-2013, 06:50 AM #1
 Registered
Registered
- Join Date
- Feb 2013
- Posts
- 164
Zach's G0704
-
02-07-2013, 05:34 AM #2
Registered
- Join Date
- Feb 2013
- Posts
- 164
Anyone here have experience with the Mesa boards? I'm looking to purchase my entire control system soon, but can't pick one out. There are about 100 of them...
I've seen the 7I43 used, is this the best choice? Also, is there an advantage to choosing KFlop over a simple I/O card like this?
-
02-07-2013, 06:56 AM #3
Gold Member
- Join Date
- Aug 2010
- Posts
- 630
You want the 5i25 + 7i76 for steppers or 5i25 + 7i77 for Servos. This isn't a simple I/O card. It's a FPGA Card. Originally Posted by zamazz
Originally Posted by zamazz
 Inner Vision Development Corp. - http://www.ivdc.com
Inner Vision Development Corp. - http://www.ivdc.com
Website Design & Development. Shopping Carts, SEO and more!
-
02-07-2013, 08:04 AM #4
Registered
- Join Date
- Feb 2013
- Posts
- 164
I do like the 5i25+7i77 combination. I glossed over that when I was looking due to the PCI slot requirement (I'd prefer Ethernet, but it isn't a big deal). It seems to have quite nice features, 6 servo drives in addition to 48 I/O pins. I've familiarized myself a bit with FPGA's, but is there much of an advantage over just I/O's? Coding shouldn't be a problem, but is it really worth all the hassle? Originally Posted by Connor9220
The alternative is KFlop which isn't going to be programming free either. However, it seems like one of their main benefits is the software that they bundle, although I really wouldn't use much of it, aside from the servo tuning features. Cost wise they are similar, but the Mesa card is going to be easier to wire (I wont have to build breakout boards).
Anyone have a good article over all of this?
-
02-07-2013, 08:25 AM #5
Gold Member
- Join Date
- Aug 2010
- Posts
- 630
They're already preprogrammed to work with LinuxCNC. Just install and run the pncconf wizard program to configure everything on LinuxCNC side. The FPGA offloads the I/O from the computer while keeping the controller in the PID loop allowing for Lower latency, and allows you to use a lower end computer and get higher speeds.
Inner Vision Development Corp. - http://www.ivdc.com
Website Design & Development. Shopping Carts, SEO and more!
-
02-08-2013, 04:22 AM #6
Registered
- Join Date
- Feb 2013
- Posts
- 164
Well, I got a little done tonight. I've been working on the Solidworks model and despite doing a considerable amount of drafting, this is taking forever. I'm used to reading off a print, not putting down one dimension, measuring, doing the next, measuring, etc.
I was cleaning the off oil, grease, and grime shipped with machine tonight and noticed that one of the column dovetails wasn't ground all the way (see pictures). Guess I'll shoot Grizzly an email. If they send a new column, will it work well with my current Z carriage and gib? It seems to me that the gibs would be made for a specific assembly, but then again this isn't the highest quality machine (yet).
I also took the time to address the stupid chip guard safety switch. I don't know who's idea it was to add this, but it is a huge annoyance. It doesn't even cover the tooling either... Anyway, brown wire + blue wire, little bit of heat shrink, and I can actually turn the machine on. It took me probably 20 minutes to fire up the mill the first time because of this thing. Same story with that set screw in the head. Took me forever to see that...
It's amazing how messy this is after only a week. That bench was totally clean before I started this, now I can't set anything down or find anything. I've also got parts on my computer desk and in my bedroom! Surface plate and square are coming in tomorrow, then I'll start checking everything and squaring it!





-
02-08-2013, 05:48 PM #7
Registered
- Join Date
- Feb 2013
- Posts
- 164
Another quick question: Would if affect the functioning of a straight edge to make it out of, say, 0-1 tool steel instead of cast iron? It's much easier for me to get my hands on tool steel.
-
02-08-2013, 10:38 PM #8
Registered
- Join Date
- May 2003
- Posts
- 75
Thats poor workmanship they did on those ways. Damn QC!!
-
02-10-2013, 05:22 AM #9
Registered
- Join Date
- Feb 2013
- Posts
- 164
Yeah, It was pretty noticeable. Grizzly got back in contact with me, they want me to send the entire mill back to them... Right now its in about 50 pieces, I already destroyed the crate, and I don't want to have to mess with the freight people again... I guess I'll call them Monday and see if I can just get the one part. Originally Posted by VooDooMan
-
02-10-2013, 01:22 PM #10
Gold Member
- Join Date
- May 2005
- Posts
- 3920
It is pretty disturbing that quality control on these mills has not improved. It is one thing to have a few issues when a new product is introduced, but by this time you would expect far fewer glaring problems like this one.
As far as Grizzly goes they probably want to have the thing in house to have a long discussion with the manufacture. I wouldn't want to deal with repackaging and shipping the mill either, hopefully you can come to an agreement with Grizzly about the column. However before doing that make sure there are no other problems in the mill.
Originally Posted by zamazz
-
02-10-2013, 03:39 PM #11
Registered
- Join Date
- Mar 2012
- Posts
- 231
I think it's pretty amazing you can get a mill with these specs that's it's as good as it is for the price!!!! Sorry, to hear that you had that kind of issue though, I have seen a couple of horror stories in here. At least Grizzly stands behind it, I agree, they should look them over before they ship them, but then the price would go up I'm sure..... Originally Posted by wizard
It is what it is, you want a cheap mill with these specs, you roll the dice....
I'll be rolling the dice soon....
CR
-
02-10-2013, 06:37 PM #12
Registered
- Join Date
- Feb 2013
- Posts
- 164
Yeah, everything got looked over pretty thoroughly when it was drawn in Solidworks. Everything else actually looks fairly nice. Some pieces look better than most of the G0704's I've seen on the forum. Originally Posted by wizard
You just have to remind yourself, $1200 mill. With a little TLC it will be quite a nice mill for the price. Also, Grizzly's customer service is pretty good, I'm sure they'll make it right.
-
02-10-2013, 07:24 PM #13
Registered
- Join Date
- Jul 2003
- Posts
- 1754
It sounds like you think you need to do programming to use linuxcnc. It is very unlikely that you will have to. (but the option is there...)
Between hal, INI and classic ladder - you should be able to do about anything without a lick of code.
Originally Posted by zamazz
-
02-10-2013, 08:53 PM #14
Registered
- Join Date
- Feb 2013
- Posts
- 164
I was/am under that impression. I've never used LinuxCNC before, only Mach, but LinuxCNC seems to have far more features. I figured some programming would be required for some of the more exotic features I plan on adding, like the ATC and glass scales. But the less I have to code the better... One of the things I like about LinuxCNC is the ladder. I've programmed a few PLC's before, and the ladders are pretty easy. Originally Posted by samco
Finished up the initial Solidworks model. Everything is relatively accurate, +/- .010 on unimportant dimensions, +/- .003 on anything critical. My dovetail angles may be a little off, but I really don't think its going to mess anything up. I skimped on the head, for the time being. Once I get ready to upgrade the motor I'll put all the proper holes in it, for now its just there for aesthetics. Looks like I forgot the mounting slots on the base, I'll throw those in really quick. If anyone wants a copy of the drawing, PM me.
-
02-10-2013, 09:32 PM #15
Registered
- Join Date
- Jul 2003
- Posts
- 1754
The tool chain/changer/barcode logic was all done in hal/ladder.
[ame=http://www.youtube.com/watch?v=KplU8hkI0AQ&feature=share&list=UUHk52YjGT8 HryRYmJKSl-lg]Kearney and Trecker full tool change with spindle orient - YouTube[/ame]
The spindle control (gear shift, spindle lock, collet) was done in 'Comp' which is a C like language that allows you to write realtime hal componants. I could have done it in ladder but I am not strong in it - I could wrap my head around it programically.
sam
-
02-18-2013, 09:49 PM #16
Registered
- Join Date
- Feb 2013
- Posts
- 164
Re: Zach's G0704
Well, this will be the last time I ever deal with Grizzly. No one in customer service has the authority to help me. Every time I call they claim that someone who can decide will call me back but after two weeks no one has. They can't transfer me, only repeat the same garbage. I'm going to assemble the mill and send it back, along with everything else I purchased, for a refund. then I'll buy from precision Mathews like I should have in the first place.
-
02-19-2013, 03:35 AM #17
Registered
- Join Date
- Mar 2012
- Posts
- 231
That sucks, I hope I don't end up with yours!!!!
Do you think PM is going to be any better? They all come from Chinese factories, maybe the same ones... Does the PM have an R8 spindle?
CR
-
02-19-2013, 05:10 AM #18
Registered
- Join Date
- Feb 2013
- Posts
- 164
I think the actual machine would be about the same, apparently with a better motor now. I would hope that it has better quality control and customer service though. It's such a small operation that you can talk right to the owner. With Grizzly, you can't talk to anyone important enough to listen to you. They have to call you, apparently, and the never do. Originally Posted by ny_racer_xxx
I was quite angry when I last posted, I'd just gotten off the phone (5th call) and was getting absolutely nowhere. I lost my temper with the rep and just hung up. I'm reconsidering my options now...
-
02-19-2013, 06:32 AM #19
Registered
- Join Date
- Apr 2005
- Posts
- 419
The machine you got really sucks and they should really get this sorted out.
A mill with the dovetail left unground is literally useless.
-
02-19-2013, 06:48 AM #20
Registered
- Join Date
- Feb 2013
- Posts
- 164
Update:
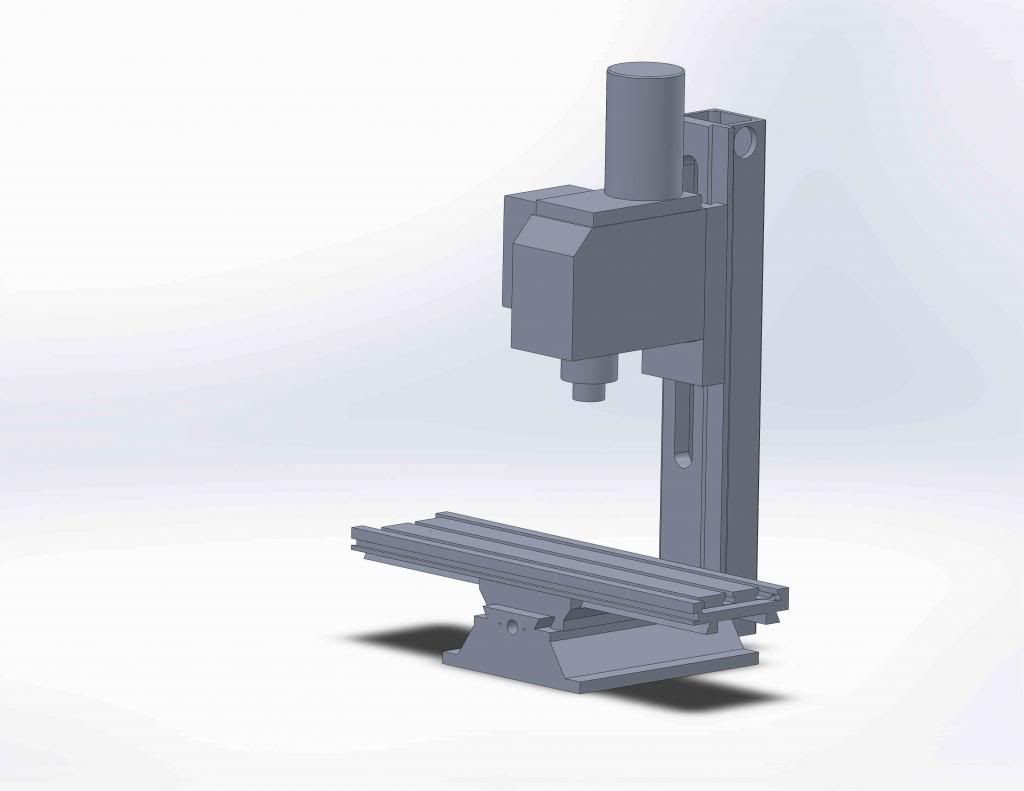
Most of the mill is finished in Solidworks, I'll post a rendering as soon as I finish the enclosure.
I've decided to keep the mill after all (I've already drawn this one and improved it a bit), but have completely given up on getting a replacement part. Instead I will be milling off the dovetail and fitting linear rails, something around 20mm wide, with four blocks. This will also make gib adjustment easier, as they won't exist. The 400W servo should be powerful enough to deal with the lack of friction in the ways (hopefully, if anyone doesn't agree, let me know).
I started making a beveled straight edge, necessary for checking the dovetails, which went quite well until I went a bit too deep and the facemill grabbed (it was sticking pretty far out of the vice). I've been a machinist for quite awhile... I should have forseen that happening. A new set of inserts, retramming the mill, and straightening the bar fixed the problem. I'll scrape it to a finished flatness, just as Ryan describes. The Bridgeport sure does look funny tilted at 45 degrees, though.


I machined the first part for the mill, a mount for the x axis ballnuts (preloaded). This is a fairly odd part, and I wanted it steel, so machining was a gigantic pain. I won't detail every part I make, but this was one of the worst parts I've ever made, ever... It cost about 3 roughing endmills and a set of inserts in the facemill...
One thing that made it difficult was the size of the piece I started with. It was a little over 3" in dia and round... It barely fit in the vice. But it was free. Also, I have no idea what alloy it was...

I started by putting flats on the sides, making it substantially easier to grip in the vice.

Next I spent an hour and a half squaring it to size. There were a ton of chips here, some more than 20' away from the machine. That is the biggest facemill we have (I've been pushing for a 3") but it cuts very nicely. Most of these cuts were .200 deep, full width, 20 ipm. The kind of cuts G0704's only dream of... Finally I got here:

Some drilling, tapping and a lot of rough endmilling and I finished. I estimated 4 hours and it took more like 6. Also, I was having issues with 3/4' HSS roughers. The bottom of the flutes kept chipping or burning up. I switched to a 1" rougher and it worked flawlessly. I sandblasted it and here it is:
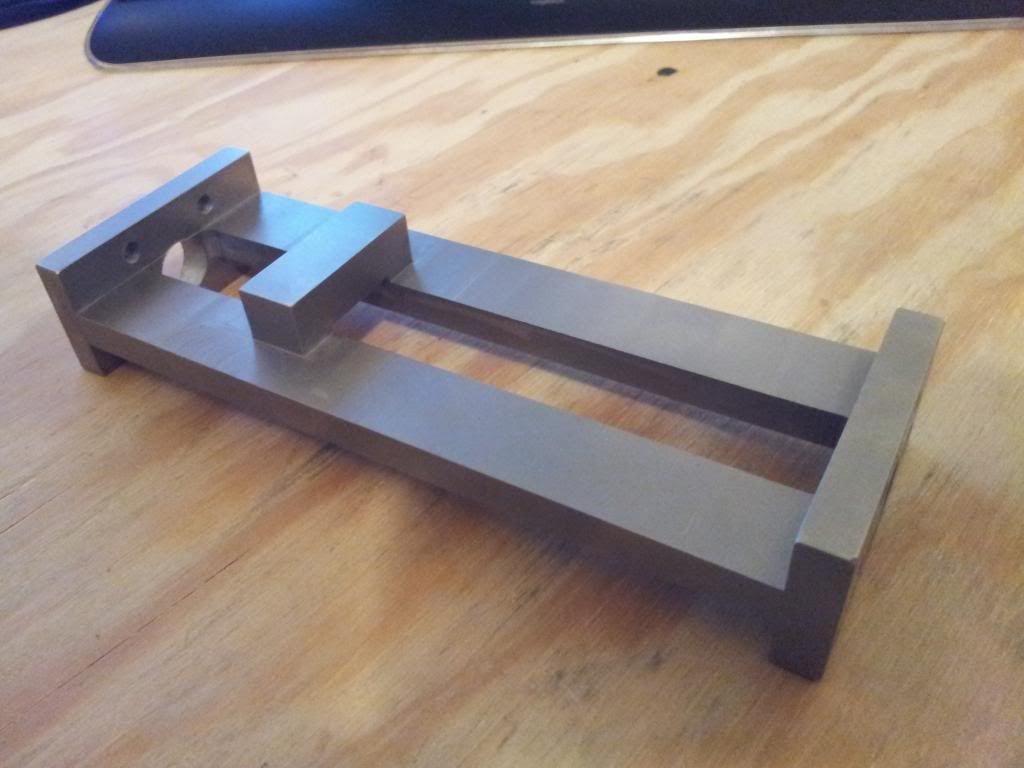
All critical dimensions are within .001, everything else within .003. Although it should work beautifully, I wouldn't suggest copying it. I do not kid when I say this was one of, if not the, worst thing I have ever made on that machine, including using a slitting saw on titanium. I have about 15 burns on my arms from chips...



 Reply With Quote
Reply With QuoteSimilar Threads
-
DRO for G0704
By UMR in forum Benchtop MachinesReplies: 4Last Post: 07-06-2016, 04:04 AM -
No Joy with my New G0704
By DogWood in forum Benchtop MachinesReplies: 5Last Post: 07-05-2016, 05:49 PM -
Zach's Homebrew CNC Mill
By Zach_G in forum Vertical Mill, Lathe Project LogReplies: 76Last Post: 06-27-2015, 04:28 AM -
G0704... Yes Another One ;)
By ww_kayak in forum Benchtop MachinesReplies: 24Last Post: 05-27-2013, 03:47 PM -
G0704 or a X-3
By USN in forum Benchtop MachinesReplies: 8Last Post: 05-30-2011, 08:24 AM
