



The fittings you see in the last picture are composed of three different parts.Originally Posted by Foreigner76

I got the push-to-connect fittings from McMaster Carr.
I got the right angle and check valves from:
Product Catalog | Beswick Engineering
Thread: Graham's Optimum BF20 Build
Results 181 to 192 of 192
-
06-01-2017, 02:26 PM #181
 Registered
Registered
- Join Date
- Nov 2012
- Posts
- 220
Re: Graham's Optimum BF20 Build
-
06-05-2017, 05:30 AM #182
Registered
- Join Date
- Nov 2012
- Posts
- 220
Re: Graham's Optimum BF20 Build
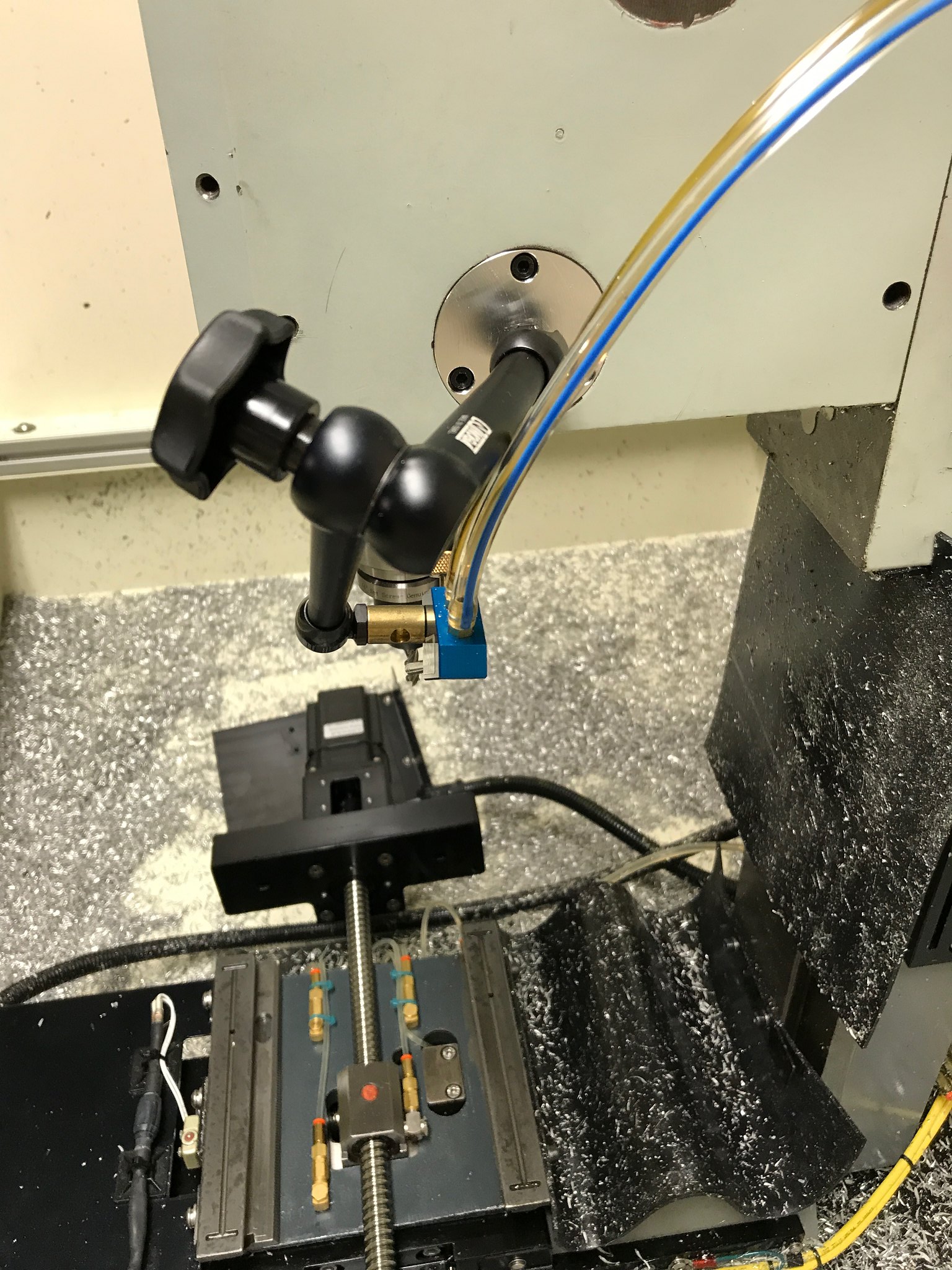
I upgraded the mount for my Fogbuster and thought I would share some pics of it--really happy with how it turned out.


-
06-05-2017, 10:06 AM #183
Registered
- Join Date
- Jun 2008
- Posts
- 71
Re: Graham's Optimum BF20 Build
How much did they cost? Beswick wants me to "create an account" before they'll tell. Originally Posted by gcofieldd
-
06-05-2017, 04:21 PM #184
Registered
- Join Date
- Nov 2011
- Posts
- 205
Re: Graham's Optimum BF20 Build
Sounds like they are not very proud of their prices. Originally Posted by X2cnc
Don
-
11-04-2017, 04:57 AM #185
Registered
- Join Date
- Jul 2004
- Posts
- 108
Re: Graham's Optimum BF20 Build
Ha, just read through your log again, what an inspiration
 Been a whiles since I last posted here.
Been a whiles since I last posted here.
Cannot wait for the next instalment!
Cheers,
Beano
-
11-07-2018, 03:17 PM #186
Registered
- Join Date
- Mar 2014
- Posts
- 1131
Re: Graham's Optimum BF20 Build
Any news on this project?
-
11-09-2018, 09:40 PM #187
Registered
- Join Date
- Nov 2012
- Posts
- 220
Re: Graham's Optimum BF20 Build
Hey,
Sorry for not posting much. I have been putting stuff up on Instagram.
I have been inching forward with the linear rail conversion and have been doing some other stuff.
I will post an update with everything in a couple of weeks. I am heading out of town right now.
-
12-02-2018, 11:46 PM #188
Registered
- Join Date
- Nov 2012
- Posts
- 220
Re: Graham's Optimum BF20 Build
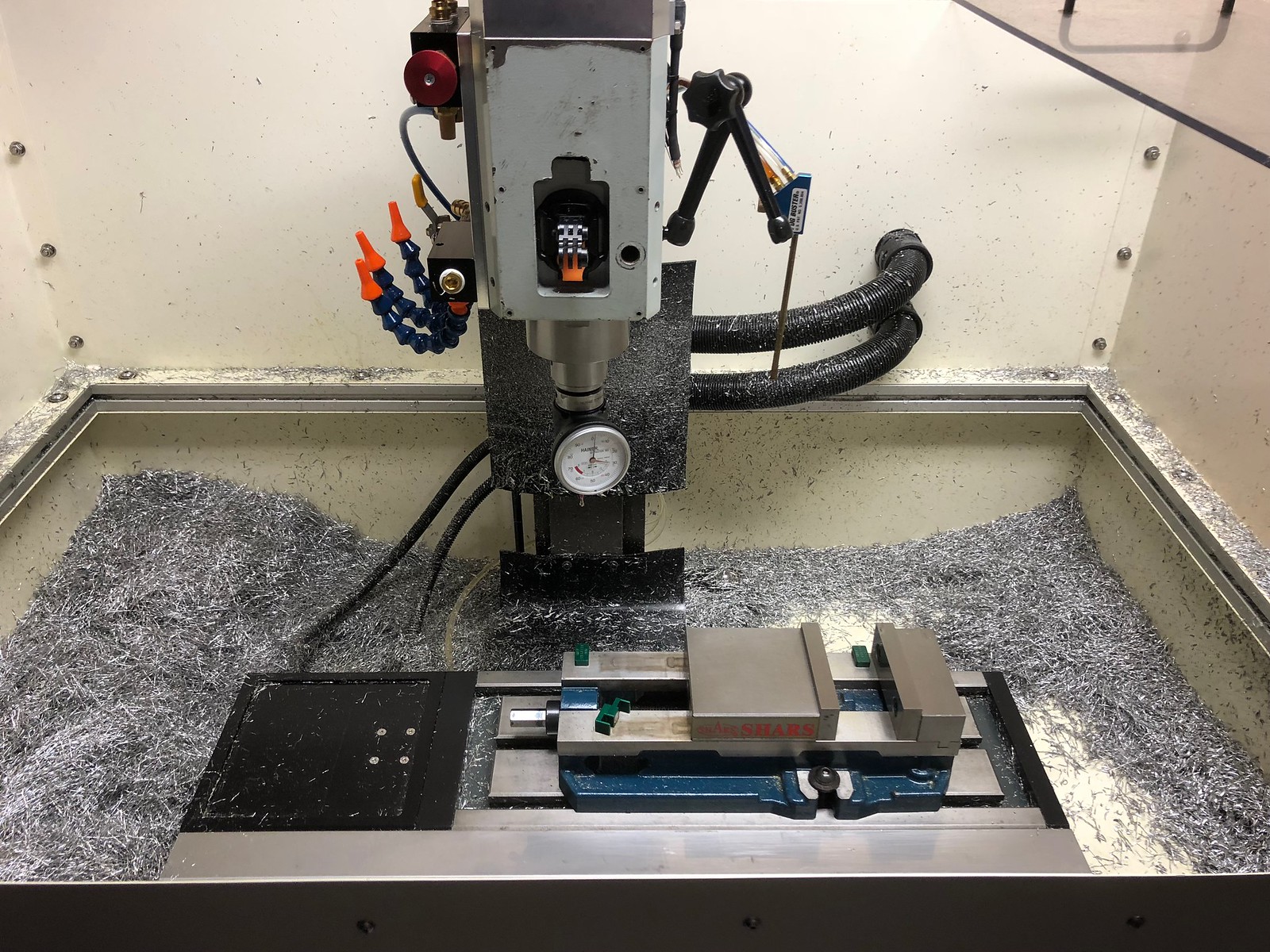
Sorry for not posting much, but I have been plugging along on the mill. I am still doing the linear conversion on my mill and have been slowly working towards that. The conversion will cause me to redesign the enclosure for my mill since I am switching to a larger table. I have already had the extra table I bought from Precision Mathews machined for rails. I upgraded my compressor to one sold by Home Depot. The brand is Husky and it lets me run my drawbar at 150 PSI. Once I got the new compressor, I increased the capacity of my Belleville washers to 3780 LBF. I am using a double stack of 1890 LBF washers. I don’t get tool pullout anymore. The other thing I did was put together a new spindle. The spindle I had from grizzly did not have an alignment screw for the R8 collet. The new ones do. This may not seem important, but what was happening was every time I took the R8 collet out and put it back in it would wear or score the bore of my spindle in a different place. This caused some bad runout. I was able to fix the old spindle by lapping it against an R8 setscrew tool holder. I would recommend checking your spindle regardless by bluing the inside and checking it against a good tool holder. I upgraded to Mach Standard Mill and got a touch probe. Outside of a new spindle motor, and drawbar, this has been the best thing I have done to my mill. The combination of having a tool table setup with a touch probe as the master tool saves a lot of time. It makes the mill a lot more fun to use and now my chamfers are even when I flip the part. It is better than my Haimer which will not hold a zero. Here are the pictures from what I have been up to.
Getting my tools and hardware organized:



Putting together a new spindle:

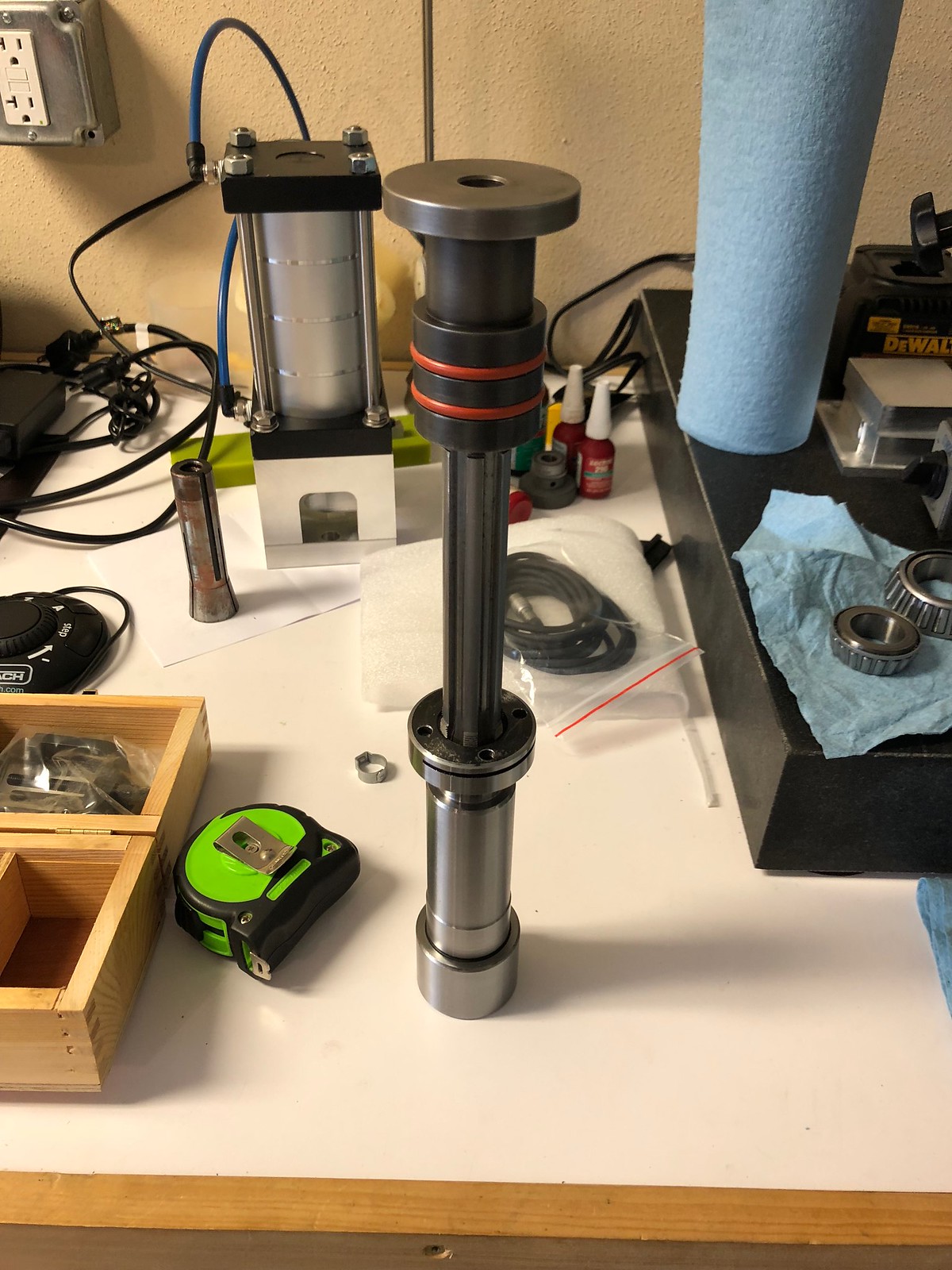
Making a spanner wrench for my spindle:


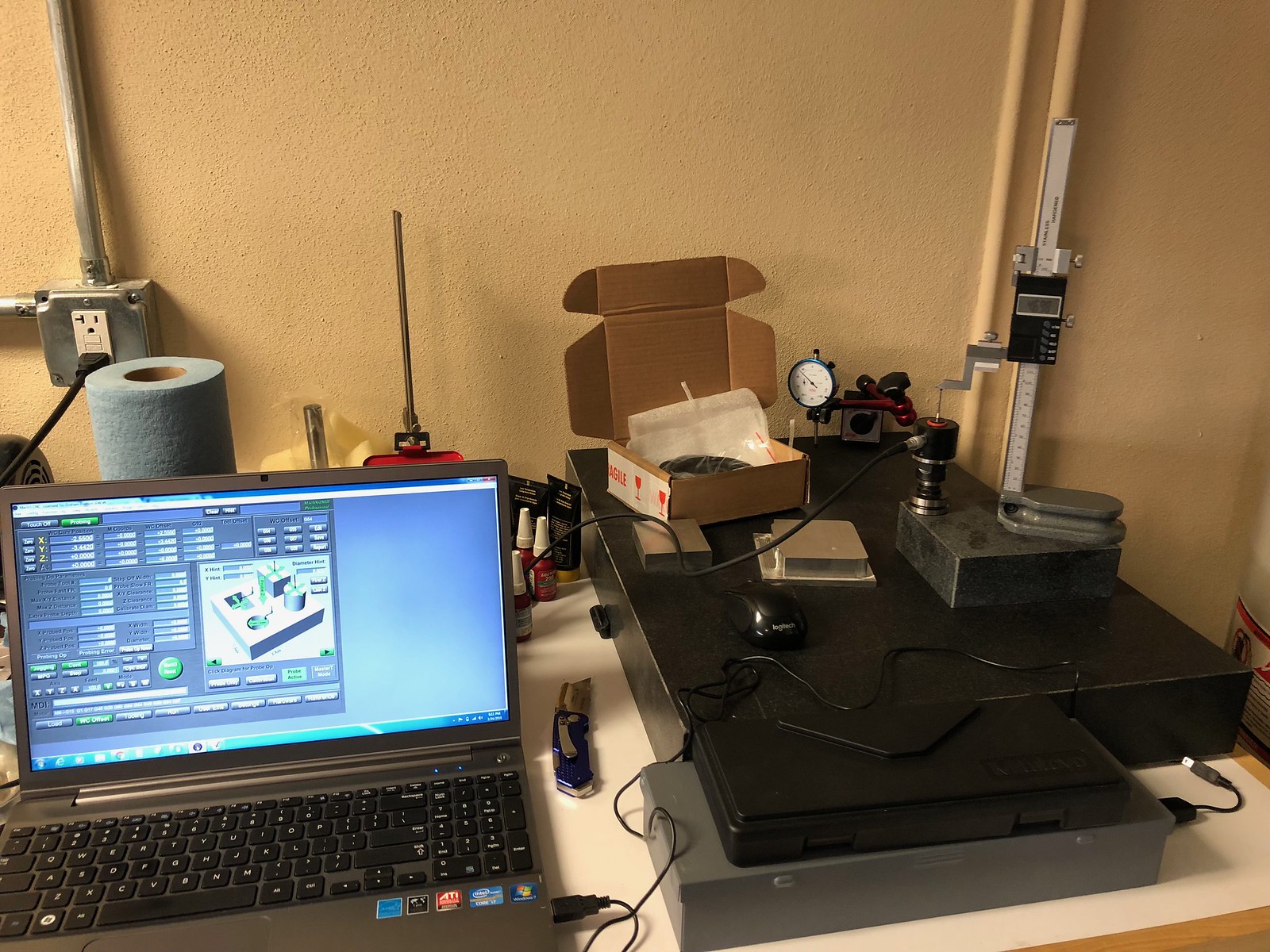
Got a new touch probe:

-
12-02-2018, 11:48 PM #189
Registered
- Join Date
- Nov 2012
- Posts
- 220
Re: Graham's Optimum BF20 Build
Wiring in the touch probe:





Setting up my tool table:
Got a bunch of new tool holders:

Got a new VFD with encoder feedback card (getting ready for the linear conversion):


Finalizing the design for the linear conversion:
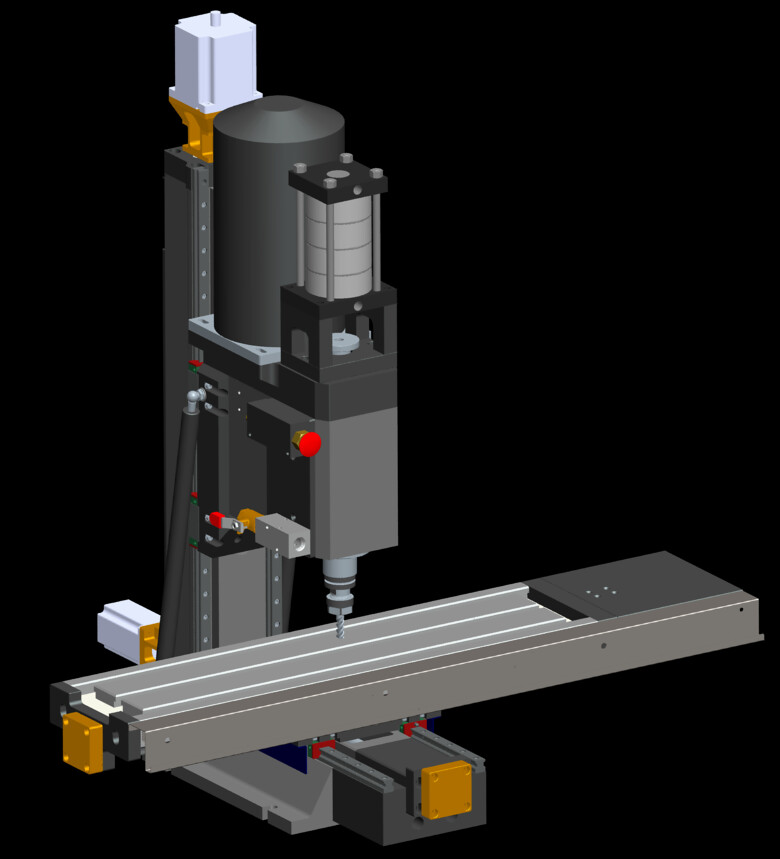
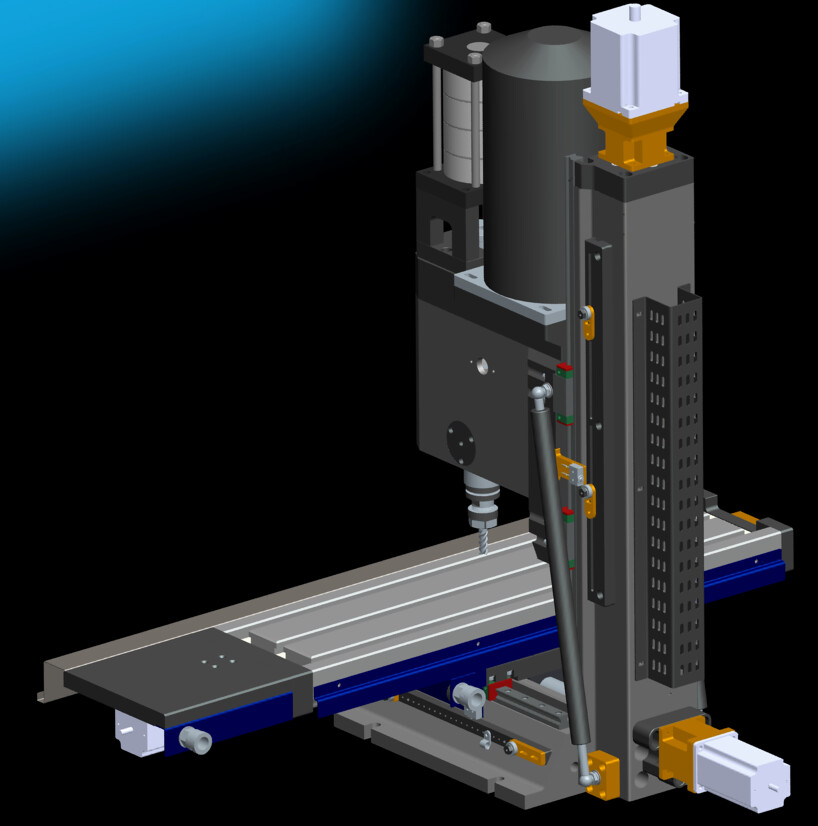
And here is where I am at today (getting ready to start making parts):

Oh, and I bought a Brother TC-225 to fixup when I have time:

Youtube Video:
-
12-02-2018, 11:53 PM #190
Registered
- Join Date
- Nov 2012
- Posts
- 220
Re: Graham's Optimum BF20 Build
Oh, and here is my table machined for linear rails:


-
12-03-2018, 02:07 AM #191
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
Re: Graham's Optimum BF20 Build
I wouldn't give up my touch probe and touch plate or Mach Standard Mill. All worth their expense. I don't even pre-measure tools. I issue an m6 t253 to insert the probe. Measure it as part of the tool change, call next tool...measure...wash, rinse and repeat. Most often I just measure during the tool change when running the part even for tools in TTS holders. I'm just simple that way.
-
04-29-2022, 12:34 PM #192
Registered
- Join Date
- Mar 2014
- Posts
- 1131
Re: Graham's Optimum BF20 Build
It is an old thread but I still want to ask. How much backlash with the single ball nuts do you have especially on X and Y ?

 Reply With Quote
Reply With QuoteSimilar Threads
-
my converted optimum bf20 cnc for sale
By 3barboost in forum South Africa Club HouseReplies: 0Last Post: 03-07-2014, 08:39 PM -
Yet another BF20 build by a noob
By crclark in forum Benchtop MachinesReplies: 21Last Post: 02-27-2012, 09:40 PM -
Optimum BF20 G0704 Conversion
By Winnfield in forum Benchtop MachinesReplies: 0Last Post: 08-07-2011, 12:16 AM -
Sieg KX3 or Optimum BF20? Need advice, please.
By anlmat in forum Uncategorised MetalWorking MachinesReplies: 2Last Post: 01-30-2011, 10:21 AM -
BF20 BALLSCREW OPTIMUM
By dfv in forum Uncategorised MetalWorking MachinesReplies: 0Last Post: 04-16-2010, 07:26 PM
