



Congratulations on your first part!
It's a great feeling isn't it? Actually making something you can use with the machine you built ..
The crash is unfortunate but seems to be part of the learning curve .. I have had my share of experience with crashes since my machine came on-line.
Machine is looking good!
gd.marsh
Thread: PM-45 CNC Conversion (RF45)
Results 381 to 400 of 874
-
06-08-2012, 08:49 PM #381
 Registered
Registered
- Join Date
- Aug 2008
- Posts
- 962
-
06-08-2012, 09:11 PM #382
Registered
- Join Date
- Sep 2008
- Posts
- 86
Congratulations! It's fun making curvy paths, just because you can, isn't it?

-
06-08-2012, 09:48 PM #383
Registered
- Join Date
- Feb 2011
- Posts
- 605
One bizarre thing I noticed last night was that I wanted to finish that part in the middle of the G-Code. So I selected the line I wanted which had the tool up ready to start ramping into an operation. And I had the machine at idle with the tool way up. I then hit the start from here command and walk through the prompts and it's first thing to do is drive the tool down to zero and rapid over to the X Y location and THEN go up to Z home. So I got a drag mark where it zipped across the top of the part. Seems like a Mach issue.
Next up is a part not for the machine. Going to make a quick adjust lever for my 1-4X optic on my AR-15. Gotta get ready for a 3-Gun match in about a month.PM-45 CNC conversion built/run/sold.
-
06-09-2012, 03:31 PM #384
Banned
- Join Date
- Mar 2009
- Posts
- 1114
When I use the "Run From Here" I always click cancel when the prompt pops up. I remember reading about a bug with it, so I never trusted it. When you click cancel you will get the message to something of "Click cycle start to run from here." Then once you click cycle start, it will start from where you want. The only real thing you need to worry about is that you have the right tool called and offset applied, which can be done real quickly from MDI.
-
06-10-2012, 11:56 PM #385
Registered
- Join Date
- Feb 2011
- Posts
- 605
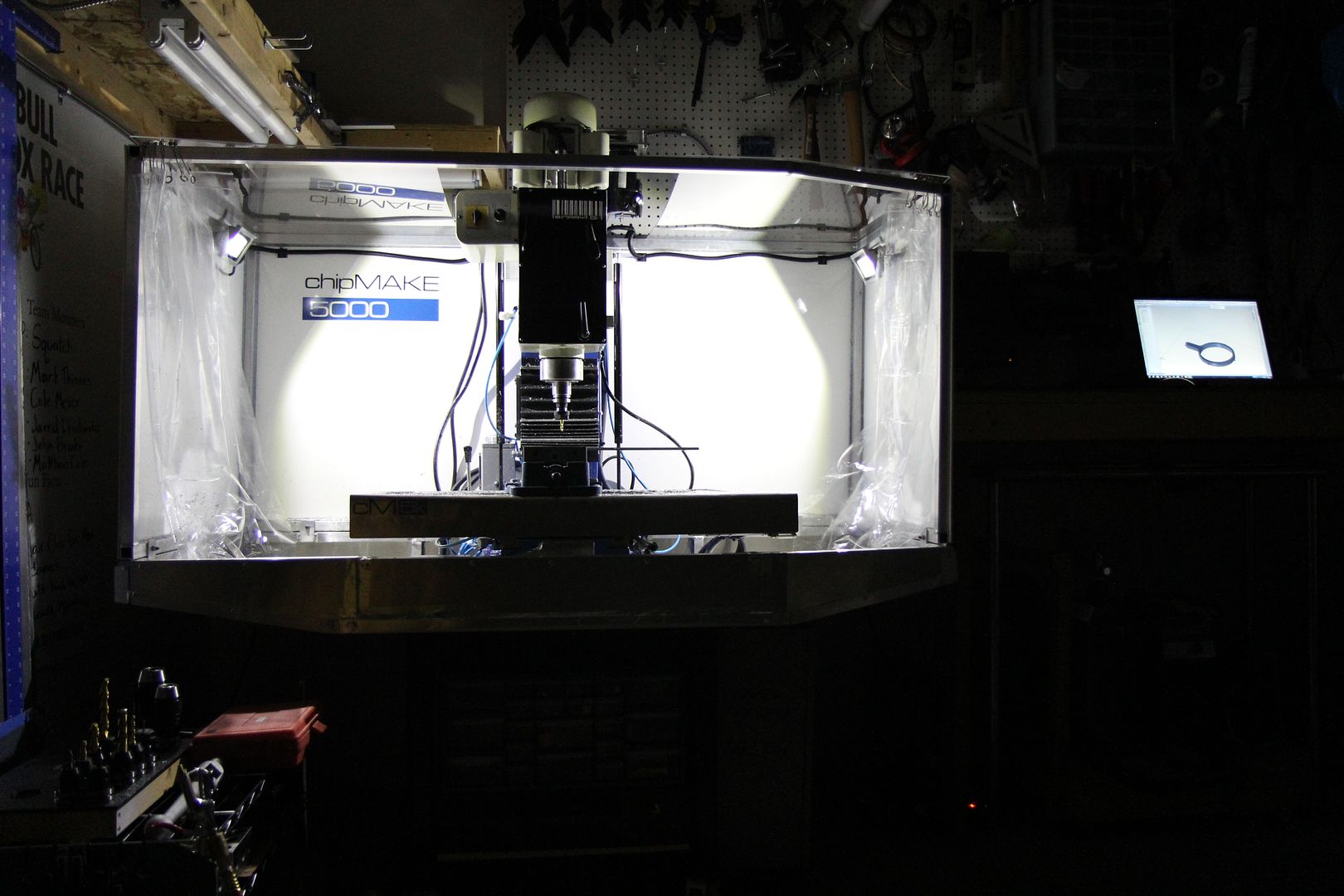
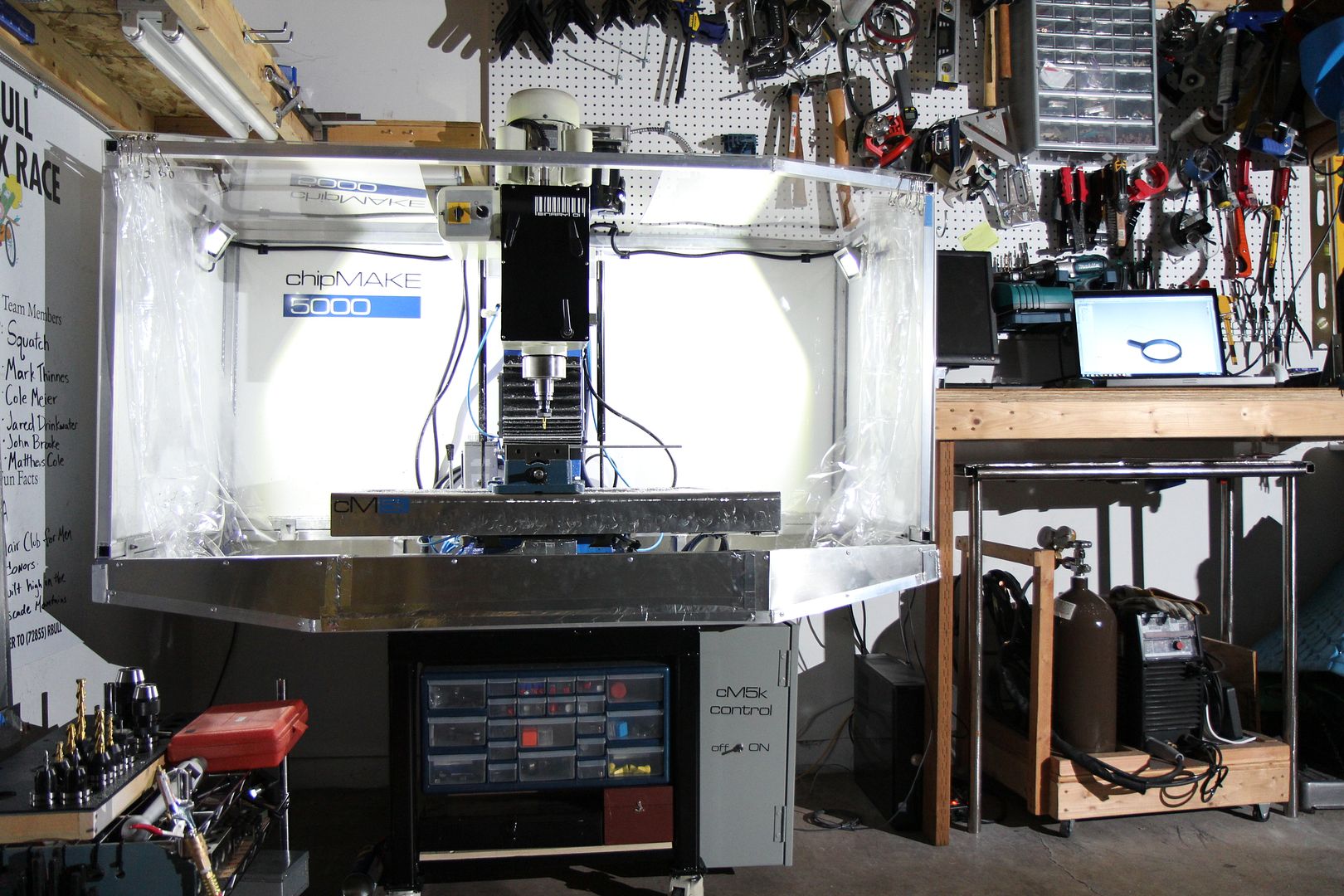
Got the standard issue CNCZone approved LED lights installed.
I made another successful part last night, starting to understand things a little now. I need to setup tool libraries and offsets so I don't spend my life zeroing stuff. I think I'm going to get the Haimer Zero Master.
I'll have a detailed post about making a part with video. Got some good pictures as well.
 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
06-11-2012, 12:52 AM #386
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
Those Haimer probes are really nice, but seem like really extreme over-kill on a hobby machine. And, given how flaky Mach3 is, I would NEVER put such a delicate and expensive piece of equipment in a position where Mach3 could snap it off. I do all my zeroing using probing, with nothing more than a short piece of steel rod mounted in a TTS holder, and a small piece of PCB material with a wire soldered to it. I can zero all three axes to the workpiece, to within a few tenths, in under 30 seconds with my eyes closed.
Regards,
Ray L.
-
06-11-2012, 05:57 AM #387
Registered
- Join Date
- Aug 2008
- Posts
- 962
I'm with Ray on this one ..
I've replaced the tip on my inexpensive probe 3 times & the internal piece the tip screws into twice because Mach didn't co-operate during a probe sequence.
I can make the tips myself and the internal parts are not expensive .. but still a very frustrating occasion when you watch the probe tip get driven straight down into the material as if it's trying to do a plunge cut.
The Haimer is a very nice tool indeed, but it would be agonizing to watch something that expensive get turned into a pretzel should the software decide to hiccup while using it.
-
06-11-2012, 07:13 AM #388
Registered
- Join Date
- Feb 2011
- Posts
- 605
Yeah - it's a hard choice. But they are cool, and I could do all three axes with one device and simply hit "zero" instead of typing in something. I have a metric 10mm electronic edge finder that fits nicely in the 3/4" collet - but the stupid thing requires you to type in "0.19675". I can't deal with that, it's too "off". I should look into this probing you guys do.
So here's a little fast motion video of this part I made and a few photos along the way.
[ame=http://www.youtube.com/watch?v=qIWVX6Wj7_Q]cM5k benchtop CNC (RF45 CNC) making a scope lever - YouTube[/ame]
Toolpaths in HSMWorks, nothing fancy for this part. In HSMWorks if you want tabs on your part you put them in the model.

Stock Simulation, you can also simulate the posted G-Code with the HSMWorks G-Code editor tool - which is nice.
 .
.
Let's do this.
Contour Camera in-place.

Outside Profile.


Chamfer.

Profile with tabs.


Done.

Inside Bore was accurate to the CAD, 1.560" =>1.560"
 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
06-11-2012, 08:13 AM #389
Registered
- Join Date
- Aug 2008
- Posts
- 962
That part turned out nice .. what's it used for?
Here's a link to the probe I'm using .. inexpensive, effective, accurate enough for what I'm using it for which is locating X,Y,Z on parts & as a master tool in the tool table. I replaced the 3/8" shaft with a 3/4" & glued on a TTS ring so I could pop it in & out like any other TTS tool for good repeatability.
I've been using this along with the MachStdMill screen-set which has a large selection of probing functions that work very well. MSM keeps you from initiating a probe without the probe tool being loaded as the current tool & it also disables the spindle so long as the probe tool IS current. Might be worth a look if you're after easy part location.
CNC4PC
-
06-11-2012, 10:09 PM #390
Registered
- Join Date
- Feb 2011
- Posts
- 605
Part is a fast-action scope adjustment lever. I shot 3 Gun matches (rifle, pistol, shotgun) and you sometimes need to change from 1X power to 4X power (or vise versa) on your scope quickly within a single stage.
Like this ...

I just ordered some more tooling. A new 2.5" 45 degree face mill and 3/4" arbor to make a TTS facing tool - got that from Shars. And to finally get with the off-line tool setup I got the Tormach granite slab, a TTS dial indicator, some more set screw holders and ER collets. I also grabbed two more drill chucks from Shars and the TTS Arbors to go with them.
I decided against the Haimer for now. I still need things like TTS boring head, tapping heads, and more tool holders.PM-45 CNC conversion built/run/sold.
-
06-11-2012, 11:52 PM #391
Banned
- Join Date
- Mar 2009
- Posts
- 1114
Nice looking part. You'll be happy with that 2-1/2" face mill. I have one and it works awesome.
+1 on MSM. I have a seat of it and have been playing around with it. The probing features that come with the professional version are probably the most advanced I've seen for Mach3.
The MSM screen set is just all around better then most of what I've seen. Not to mention they just made the personal edition free of charge. They also now have Mill-Turn support and just Turning support as well.
-
06-13-2012, 02:55 AM #392
Registered
- Join Date
- Mar 2011
- Posts
- 525
Congratulations! The parts and machine look great!
Kelly
www.finescale360.com
-
06-14-2012, 04:27 PM #393
Registered
- Join Date
- Feb 2011
- Posts
- 605
Exciting friend news.... One of the guys I used to work with, whom I got my Lathe and Bandsaw from just made an upgrade to his Barn/Shop. Brand new Hurco VM10. This is his first CNC machine and it's getting set-up at his place right now. So I should have access to a real VMC whenever I need it.
PM-45 CNC conversion built/run/sold.
-
06-14-2012, 05:43 PM #394
Registered
- Join Date
- Jan 2012
- Posts
- 0
That's a nice looking rig! I think I like this "naked" pic more though... Originally Posted by jid2
Originally Posted by jid2


What a lump!!!Chasing tenths is hard...
-
06-14-2012, 11:53 PM #395
Registered
- Join Date
- Dec 2009
- Posts
- 1416
I guess since the price isn't listed I just don't need to ask
 CNC: Making incorrect parts and breaking stuff, faster and with greater precision.
CNC: Making incorrect parts and breaking stuff, faster and with greater precision.
-
06-15-2012, 12:04 AM #396
Member
- Join Date
- Feb 2004
- Posts
- 1311
Nice part. I make a lot of "ring" shaped parts for my fishing reels. I used to use tabs like you did but then spent a lot of time cleaning up the tabs. I now mill the inside of the part first, issue an G0Z6M1 to move the mill up and turn it off while I add a hold down disk to hold the part in place.
I have a 3/4" fixture plate under the part that has a 10-24 hole about where the center of the part is (actually, I do 4 at a time so there are 4 holes). These do not have to be terribly precise to the middle of the part. I made round hold downs with an oversized center hole so with a washer and cap head 10-32 I can position it precisely.
So the process is:
- clamp down the stock to the fixture plate (which can be held in the vise or clamped to the table). It has 1/4-20 holes for the clamps.
- mill the center of the ring
- position the center hold down and remove the perimeter clamps
- mill the outside of the ring
No tabs and a perfect part requiring only some polishing in my vibratory setup.
Cheers,
MichaelReelsmith, Angling Historian, and Author of "The Reelsmith's Primer"
www.EclecticAngler.com | www.ReelLinesPress.com
-
06-15-2012, 01:56 PM #397
Registered
- Join Date
- Jun 2011
- Posts
- 0
Jid2 glad to see you're making parts, and as Garry said; I'd agree that we all seem to crash our machines as part of the learning curve...me I cracked my MT2 spindle initially........is that a video camera you have bolted to the right panel of your splash cabinet??
Eoin
-
06-15-2012, 03:08 PM #398
Registered
- Join Date
- Feb 2011
- Posts
- 605
Yeah, hoping to limit the crashes with more knowledge. I still need to break some tools, or not. The video camera isn't bolted - it was mounted with a suction cup base that I use to mount the camera to the roof of my car.
Should be getting more TTS today, and be making more chips this weekend.
Here's some video taken from the roof of the car with the same camera.
[ame=http://www.youtube.com/watch?v=s3018F6-kW0&feature=plcp]jid2 EVO - Cantrell Track Day 2011 - Pacific Raceways - YouTube[/ame]
[ame=http://www.youtube.com/watch?v=5B_5OabJHUc&feature=plcp]jid2 Binary EVO Flybye - Pacific Raceways - YouTube[/ame]PM-45 CNC conversion built/run/sold.
-
06-18-2012, 03:39 PM #399
Registered
- Join Date
- Feb 2011
- Posts
- 605
Not much got done this weekend. I received my 2nd TTS order along with some stuff from Shars and I went about measuring tools. I got an 18" height gauge from Shars instead of the 8" one from Tormach - about the same price. The 18" monster barely fits on the little granite slab, but it works and them I can measure bigger stuff on my other slab when needed.
I also ordered some drill chucks from Shars at about half the cost of the Tormach ones - and I'm pretty sure they are the same. Same box at least.
My band saw did not like cutting into the hardened steel shaft of the face mill arbor. And now it is cutting serious diagonals through material. I'm not sure how to adjust this - but it's killing me trying to cut stock now.
Some photos.
Growing...

I like this guy.

Need more RPM!
 PM-45 CNC conversion built/run/sold.
PM-45 CNC conversion built/run/sold.
-
06-18-2012, 03:45 PM #400
Member
- Join Date
- Apr 2006
- Posts
- 8159
Bandsaws aren't supposed to cut hardened steel, the blade is now shot and needs replaced. Originally Posted by jid2
Hosshttp://www.hossmachine.info - Gosh, you've... really got some nice toys here. - Roy Batty -- http://www.g0704.com - http://www.bf20.com - http://www.g0602.com

 Reply With Quote
Reply With QuoteSimilar Threads
-
Starting another DMM conversion, IH RF45 clone
By ayorba in forum Dmm TechnologyReplies: 0Last Post: 06-08-2014, 02:36 AM -
HM45 Conversion (Yes another RF45 clone)
By slipery in forum Benchtop MachinesReplies: 10Last Post: 12-19-2011, 12:07 AM -
Am I Looking for NOISE trouble (RF45 Conversion)
By Bird_E in forum CNC Machine Related ElectronicsReplies: 6Last Post: 03-30-2011, 07:37 PM -
AC Servo on RF45 Conversion help
By Maglin in forum Servo Motors / DrivesReplies: 5Last Post: 02-23-2011, 03:57 PM -
RF45 clone CNC conversion
By GMitchell in forum Uncategorised MetalWorking MachinesReplies: 9Last Post: 09-08-2009, 05:50 AM
