



1st Post!
I'm not sure whether to thank all you guys for the great build threads and wealth of knowledge and data here.... or e-slap everyone for the amount of dollars which have left my possession in the past week :banana:
I'm a mechanical engineer who has been bumming machine time at friends and co-workers home shops for years now. Having a little machine shop in the garage is something I've wanted since I was in high school. But I didn't think I could do it in my two car garage while maintaining the "rule" that both cars come into the garage at the end of the day. Initially I felt any machine purchase would need to be a big ol' bridgeport style machine to do any real work. I also wanted the ability to build complex shapes because as an engineer I'm used to being able to "have" any shape I can design - and I don't turn wheels with both hands too well. So I had kinda given up.
I finally gave in to the idea of just finding a cheap mill drill on craigslist and sticking it in the corner. I went to buy one for $1000 and lost it to another guy by about 5 minutes - turned out that was the catalyst for all this. Started looking around more, found this place, and realized I could squeeze in a RF45 sized machine, make real parts, and do it CNC.
The PM-45 should be here this coming week. All the electronics are on order. First I have to do some mods to my current garage setup. Cutting up benches and moving stuff around.
With the help of all the other RF-45 threads these are the parts in-route to my house:
- PM-45 Milling Machine
- Antek 10N70R5R12 power supply
- Gecko 320X's
- C11T controller
- Smooth Stepper and BOB
- Kelig 850oz/in servo motors
- CUI encoders
I work at an electronics company, so I'm going to build the control system at work with some of the EE's. The guys at work are excited, should be fun. Plan is to get the control system up and running first. I'll get the machine setup in the garage, and take it apart to measure everything and create a CAD model of it. Then I'll design and layout the CNC conversion parts in the CAD model and create drawings. That should allow me to order the ballscrews with pre-finished ends. I just got a lathe, but don't feel like turning those. I might have some friends crank out the mounting brackets for all the CNC stuff at their shops so I don't have to do it all by hand. I don't have tons of spare time and thanks to you guys I want the CNC up and running soon. But who knows, I could end up building them all myself too.
Thread: PM-45 CNC Conversion (RF45)
Results 1 to 20 of 874
-
02-19-2011, 06:53 PM #1
 Registered
Registered
- Join Date
- Feb 2011
- Posts
- 605
PM-45 CNC Conversion (RF45)
-
02-19-2011, 07:51 PM #2
Member
- Join Date
- Oct 2008
- Posts
- 1632
Welcome aboard !! Great, yet another RF45 build. Be sure to keep us all updated on the build !
-
02-19-2011, 08:22 PM #3
Gold Member
- Join Date
- Jan 2010
- Posts
- 2141
Ditto... Post lots of pictures, too...
-
02-20-2011, 07:22 AM #4
Member
- Join Date
- May 2008
- Posts
- 1185
The RF-45 is a nice machine and you will be happy with but the slow spindle speed will be the first thing to bug you.
I just changed from the 1750 RPM stock motor to a 3550 motor and the speed increase makes the finish on aluminum much better.
If you don't want to go VFD right out of the box pick up a low cost 2hp 3600 RPM and make it fit, its a good place to drop $100.
I did a test cut with a 2.5" face mill the other day at 100 IPM.
[nomedia="http://www.youtube.com/watch?v=fD14mxH4xjI"]YouTube - IH mill .160" thou 100 IPM.MP4[/nomedia]
-
02-20-2011, 02:13 PM #5
Registered
- Join Date
- Jan 2011
- Posts
- 0
Arizona, this is very interesting. I assume VFD is to have a variable speed? Can we have VFD and keep the gearing or do we have to do the belt drive for VFD? Can you point me to some more info on VFD and how to set one up? Thanks Originally Posted by arizonavideo
Originally Posted by arizonavideo
 MUDSUX
MUDSUX
-
02-20-2011, 04:01 PM #6
Registered
- Join Date
- Aug 2008
- Posts
- 962
Glad to see another joining the 45 crew!
One thing I would mention is that IH advertises 'hardened' gears in their machines & they even offer a 3600rpm motor as an option. Not sure about the PM machines, but I would tend to guess they're not hardened. The gears in my clone are certainly not.
This is not to say a higher rpm motor can't be used, but I just wanted to mention this as a precautionary note.
-
02-20-2011, 05:56 PM #7
Registered
- Join Date
- Feb 2011
- Posts
- 605
Belt drive and 7000 RPM are in the plans - you guys make it too tempting, just not right away like some of the other conversions in process. The 1 shot oiler looks to be the way to go, so I plan on doing that as well. Really it will be a money and time issue I guess. If the conversion takes forever I'll probably have time and funds to buy the new motor and VFD, before cnc chips are flying.
-
02-20-2011, 10:26 PM #8
Registered
- Join Date
- Jun 2008
- Posts
- 138
Wow, an another RF45 clone.. Couldn't see that coming.

Welcome on board, hopefully your ride will be pleasent also.
Mine had a 3200rpm spindle, but I had some free time and disassembled the head and decided to go with a belt drive.
-
02-20-2011, 10:33 PM #9
Registered
- Join Date
- Jun 2008
- Posts
- 138
OMG, that's amazing. I still don't know what these minimills (including mine) can do since I haven't done any cutting with it yet, but that sure looks promising. Thanks for sharing. Originally Posted by arizonavideo
Mine has done this much of spinning:
[nomedia="http://www.youtube.com/watch?v=A3xIRbS6q8g"]YouTube - HBM F45[/nomedia]
-
02-21-2011, 08:04 AM #10
Registered
- Join Date
- Feb 2011
- Posts
- 605
Tracking predicts the machine will be delivered tomorrow.
Too many posts without a single picture. I'm boring myself! So to add a little color to this thread.
Here's the section of the garage I need to fit the mill into - the left corner. I've enjoyed having the tool box there and the large bench....

But I gotta make some space, so goodbye to about 40" of bench space, and now the tool box needs to go somewhere. Still not sure on the final resting places - but this will make space to get the mill in the corner right away.


Just picked up the 12x36 lathe from a friend at work this past weekend. Still need to wire it up. It also displaced some stuff that needs a new home, most likely on an extended bench off to the left.


And finally, here are some photos of projects that could have used the CNC mill over the past few years. Instead they were done with more crude methods.
I cut this 7075 with a jig saw and a crap ton of blades
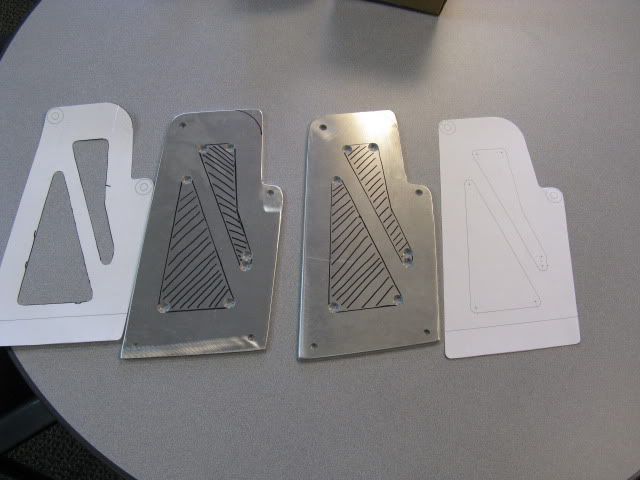
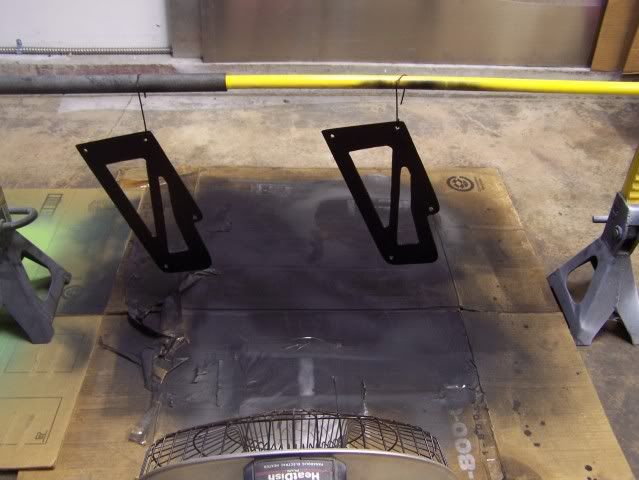
Plasma cut these profiles, came out rough and needed lots of sanding.


All those parts helped make this.


More plasma cutting.


Some true manual milling.

More manual metal removal.

And finally, I expect there will be a picture very similar to this one in about a week when all the electronics show up as well as my order of "I guess I want to be a machinist" tooling.

-
02-21-2011, 08:14 AM #11
Gold Member
- Join Date
- Jan 2010
- Posts
- 2141
You are way too organized, and your garage is way too clean!

You do nice work with primitive tools, so I'd expect that you will do wonders with an RF-45...
-
02-21-2011, 08:15 AM #12
Registered
- Join Date
- Aug 2009
- Posts
- 899
Nice venturi on the last bracket. what is it for? Intake I'm guessing?
-
02-21-2011, 04:38 PM #13
Gold Member
- Join Date
- Apr 2007
- Posts
- 2580
Man.....
When you get that RF45 CNC mill going those parts are gonna be SO easy to make it is not funny..... Is that an Evo? Nothing cooler than a turbo build. I am currently restoring my 86 Pontiac Fiero GT and it has the stock motor still in there that runs really good. A lot of guys seem to find that placing a 3800SC engine in there and putting a nice turbo setup with intercooler makes for one fast little SOB.... THe car is relatively quick already I cannot imagine nearly tripling the horsepower... Just nuts!!
Just think pretty soon you will be able to design and build your own exhaust and intake manifolds, turbo plenums, and all manner of bracketry and even might try a little CNC porting if you got the balls.... Once you go CNC there is NO turning back...
Incidentally that is the exact same lathe I have here... Had it for many years now and it is just a really reliable machine. I have run that lathe for countless hours now and it never lets me down. The only thing honestly that ever went wrong with it is the switch on the apron mounted fwd/rev lever cracked from use I guess. I removed it, repaired the plastic with some plastic epoxy I had here and reinforced it a bit with the stuff and put it all back together and it is still running fine. That was like a year or two ago that happened. It would also make a fine little CNC lathe I am thinking at some point. Just have not tore into it to see what it needs to get done. It is like the RF45 in a lot of ways, powerful, reasonably accurate, and able to take some decent cuts without drama and all for a reasonable price.... It is a no brainer really... I think you will get a lot of enjoyment and cool parts from it. I know mine has paid for itself many times over now.. peace
Pete
-
02-21-2011, 05:12 PM #14
Registered


- Join Date
- Jan 2011
- Posts
- 385
That would be a 5 bolt flange to bolt the downpipe to the Turbine housing. Or to make an O2 housing which then bolts to the downpipe. It's an exhaust component. My turbo build has been years going. 800 HP out of a 2.0 that I already was putting out 450 HP a few years back. I love your pic of all the sexy go fast parts. Originally Posted by eartaker
I don't know about making your own intake and exhaust manifolds but you sure could make the flanges for them easily. Looking forward to seeing your build. Is their going to be enough room for the Z axis with that overhead shelf that looks like it will be over the mill? Are you planning on clearing a stop on the current bench for the computer?
-
02-21-2011, 05:23 PM #15
Registered
- Join Date
- Feb 2011
- Posts
- 605
Just confirmed delivery with the freight carrier for tomorrow afternoon so I can be there to help.
You gotta be organized to get a bunch of tools in the garage, store normal stuff, and keep it clear for two cars. On bigger projects I can sometimes take over for a few days so I don't have to clean everything up and put the cars back in every night. I feeling the squeeze though right now. I'll need to figure out a way to store some stuff under the mill.
That flange was about halfway done in the picture! It's the beginning of the exhaust system, it bolts to the exit of the turbine housing on the turbo. On an EVO it's referred to as the O2 housing, because the first O2 sensor mounts in that section.
Anyone with way too much time on their hands and an interest in cars can read the 75 page thread that details me building my EVO in the garage. From the motor to custom aero it's all documented. You can also just look at all the photos in the photobucket album and bypass the text. I"ll try and document the CNC conversion in similar detail.
Build Thread:
2.3L GT3076Build - evolutionm.net
Photos only:
Image hosting, free photo sharing & video sharing at Photobucket
Here's the car.


-
02-21-2011, 11:50 PM #16
Registered
- Join Date
- Aug 2009
- Posts
- 899
Being in the Army I love the OD green manifolds and the GI lettering on the other parts. =]
-
02-22-2011, 12:56 AM #17
Registered
- Join Date
- Feb 2011
- Posts
- 605
Jermie -
Yeah I started with the olive drab valve cover and the rest just kinda went from there. The car has OD wheels for its race tires as well - pic below.
I'm just down the road from you in Auburn - I need to come check out your setup before I get started, we should talk, I'll send you a PM.


-
02-23-2011, 04:58 AM #18
Registered
- Join Date
- Aug 2009
- Posts
- 899
The wheels are awesome. I got your PM and responded. Did you get the mill today? If you are any thing like me you are saying..."I didn't think it would be THIS big....lol". After it sits in the garage for awhile it will seem smaller. I sent u a txt about the 7075.
-
02-23-2011, 05:15 AM #19
Gold Member
- Join Date
- Apr 2007
- Posts
- 2580
Haha that's funny....
Ya know you watch youtube videos of all of these benchtop mills and you look at pictures of others machines and they all seem to blend together in your mind. Then you get an RF45 in your shop and you unbox that monster and you are like WOAH!! That is a really big benchtop machine!!! I remember that feeling when I got mine ten years ago. I was used to a shoptask 3 in 1 and the rf45 was MUCH heavier and bigger than that whole machine and it is a mill and a lathe... I was talking to Art about this same thing today. When you watch something like Hoss's videos of his freak, it seems like that mill is pretty big and when it cuts it is of course pretty capable due to his ingenuity. However if you see a picture of an x2 millhead sitting on the RF45 table it looks like a toolbit!! The Taig always seemed to me to be about the size of the X2 but in reality it is a bit smaller. The X3 is another one. In pictures it looks sorta like an rf45 but in reality it is quite a bit smaller. These pictures online can be quite deceiving. The IH mill is another example. My RF45 has the same head design and having measured the Z slide on mine and looked at the photos on IH's website I am pretty sure it is the exact same head casting, but the column on that mill is like 5" taller than mine and the base is also gotta be deeper to allow that 12" Y travel too. SO I would imagine if I had an IH mill here it would appear to be slightly bigger than my machine. Funny how they all look similar in a lot of ways but man they are just not... peace
Pete
-
02-23-2011, 05:21 AM #20
Registered
- Join Date
- Aug 2009
- Posts
- 899
Pete,
I have always like this picture IH has on there site.... Really puts it into perspective for a lot of people.


 Reply With Quote
Reply With QuoteSimilar Threads
-
Starting another DMM conversion, IH RF45 clone
By ayorba in forum Dmm TechnologyReplies: 0Last Post: 06-08-2014, 02:36 AM -
HM45 Conversion (Yes another RF45 clone)
By slipery in forum Benchtop MachinesReplies: 10Last Post: 12-19-2011, 12:07 AM -
Am I Looking for NOISE trouble (RF45 Conversion)
By Bird_E in forum CNC Machine Related ElectronicsReplies: 6Last Post: 03-30-2011, 07:37 PM -
AC Servo on RF45 Conversion help
By Maglin in forum Servo Motors / DrivesReplies: 5Last Post: 02-23-2011, 03:57 PM -
RF45 clone CNC conversion
By GMitchell in forum Uncategorised MetalWorking MachinesReplies: 9Last Post: 09-08-2009, 05:50 AM
