



I don't know how well that stepper is going to work on the hand crank on the Z.
You will have 1/2" of backlash with the stock screw setup.
Do you plan on the Z having low backlash?
Results 21 to 40 of 68
-
04-13-2011, 08:39 AM #21
 Member
Member
- Join Date
- May 2008
- Posts
- 1185
-
04-13-2011, 02:16 PM #22
Registered
- Join Date
- Jan 2005
- Posts
- 136
I'm planning on the weight of the head to keep the nut against the bottom side of the threads. The stock screw's are a very temporary setup, ballscrew's are going in this thing ASAP.
-
04-14-2011, 01:17 AM #23
Registered
- Join Date
- Jan 2005
- Posts
- 136
After a little thought, I decided to cnc the quill. It's temporary, but I could have the machine under CNC this weekend if I do it this way. ArizonaVideo, I think you're right about the motor not being able to handle it. So now to design a new motor mount by tomorrow morning in order to have it cut out by friday afternoon.
-
04-14-2011, 01:56 AM #24
Gold Member
- Join Date
- Jan 2010
- Posts
- 2141
Please post pictures of your quill drive conversion - I've been following your work so far with interest... Originally Posted by tobybirch007
Originally Posted by tobybirch007

-
04-17-2011, 05:05 AM #25
Registered
- Join Date
- Jan 2005
- Posts
- 136
Here's the CNC Quill. I had to bore out the timing pulley to .550. There's about 1/4 turn of backlash, but I think mach can handle that. We'll see...
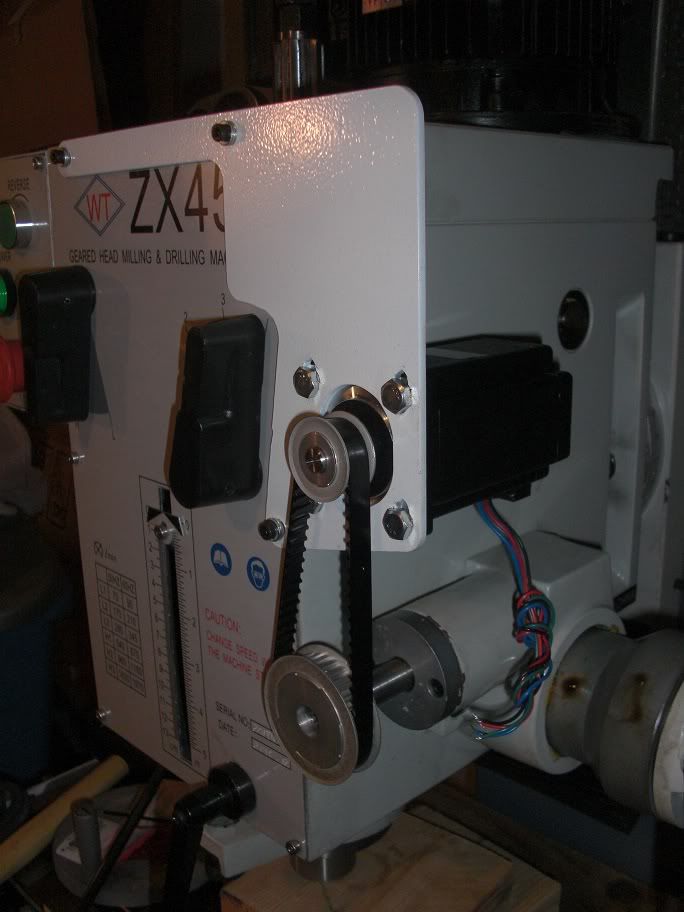
I don't have any stock to make standoffs for the Y axis. The X doesn't really need them. I'm thinking about making temporary standoffs from some MDF. I think it will work, but won't handle coolant very well.
-
04-17-2011, 05:26 AM #26
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
1/4 turn of backlash? Good luck getting any kind of precision out of that!
Do not get coolant anywhere near MDF! Not only will it turn to mush in no time at all, it will stain any metal it comes into contact with black. Permanently!
Regards,
Ray L.
-
04-17-2011, 08:34 AM #27
Registered
- Join Date
- Aug 2009
- Posts
- 899
1/4 turn of backlash O_o..... you are not going to have fun with that.
-
04-17-2011, 09:54 AM #28
Member
- Join Date
- May 2008
- Posts
- 1185
End mills pull down.
When your cutting the bit will pull itself into the work if the pulling force exceeds the return spring pressure.
I saw one person who on a RF-31 reversed the quill return spring to force the quill down to prevent this.
-
04-17-2011, 09:55 AM #29
Registered
- Join Date
- Sep 2010
- Posts
- 0
I would recommend disassembling and cleaning the lead screws at minimum if you're content in keeping them. I extracted a few pieces of saw dust from one of the bearing blocks on my WT ZX45.
-
04-17-2011, 06:00 PM #30
Registered
- Join Date
- Jan 2005
- Posts
- 136
Good idea on the springs. Also, I've already cleaned the leadscrew on the X, and it was pretty clean already.
These leadscrew's arent't permanent, I have a project that doesn't require tight tolerances that will help pay for the ballscrew conversion. Once that's done, I'll be converting it.
-
04-17-2011, 06:11 PM #31
Registered
- Join Date
- Jan 2005
- Posts
- 136
And, the 1/4 turn of backlash seems to have been due to having the quill at the very top of it's travel. After it's been moved about .25", it doesn't have any perceivable backlash. I'm sure it's there, I just can't see it without measuring.
I should have the X and Z running today, possibly the Y as well.
-
04-17-2011, 06:15 PM #32
Gold Member
- Join Date
- Jan 2010
- Posts
- 2141
Do I understand correctly that you have motorized the "fine feed" knob of the quill, while leaving the main quill downfeed handle, spring, and mechanism in place? Is that why you are seeing 1/4 turn of backlash?
-
04-17-2011, 06:34 PM #33
Registered
- Join Date
- Jan 2005
- Posts
- 136
Yes, I've motorized the fine feed on the quill. However, I don't see the backlash anymore, as long as the quill doesn't go all the way to the top.
-
04-18-2011, 08:30 AM #34
Member
- Join Date
- May 2008
- Posts
- 1185
You will have backlash of the bad kind.
Under light cutting the return spring will take up the backlash but at some point like a corner the tool will over come the spring pressure and dig in perhaps to the depth of the amount of backlash. Most of the time this will trash the part.
I'm not wrong on this, it will happen.
With the dangerous to remove return spring flipped in its housing you can add spring force and have zero backlash in the negative Z direction which you must have to make anything remotely flat using a up cut end mill. If you drill the weight of the quill and the spring pressure force will have to be overcome before you will float. It is not nearly as bad if your drilling.
-
04-18-2011, 05:54 PM #35
Registered
- Join Date
- Jan 2005
- Posts
- 136
The only thing I have planned to cut with these leadscrews will be either side-cut from flat stock, or use a ball-end mill. I see what you're saying, and I would be concerned if I planned on leaving these screws on for any amount of time where a precision job might pop up.
I also can't seem to find any wiring diagrams for the Keling 5056D drivers. Anyone familiar with these? Can someone let me know if this is correct?

Thanks!
-
04-19-2011, 03:31 AM #36
Registered
- Join Date
- Aug 2010
- Posts
- 0
Did you have discolorations on the table with your WTTool ZX45? How about
chipped paint and small rust on the corners of the base? How about a small ding on the motor cover?
How about zero-oil in the gearhead? I wonder if it was just mine like this.
I didn't return it because the motor was good, and when I went to tram it, it was pretty good (< 0.001) as shipped ! Plus I had already broken the crate to open it
I get only ~6.1" of Y-axis movement (factory screw) from table-halt to table-halt. How did you guys increase this?
Look forward to more pictures on this thread, congrats.
-
04-19-2011, 04:21 AM #37
Registered
- Join Date
- Jan 2005
- Posts
- 136
No chipped paint, rust or table discoloration on mine, and the head was full of oil. I think there was a small dent on the top of the motor, but I can't check because I know I dented it further when I lifted it...
The indicator on the Y axis has a set screw that hits the table, causing it to stop short of it's full travel. Is this the problem you're talking about?
I'm having issues getting the electronics wired up, but I should have it under CNC right after I get it figured out. Problem is, I don't know enough about the electronics to get it figured out.
-
04-19-2011, 04:32 AM #38
Registered
- Join Date
- Aug 2010
- Posts
- 0
Lucky you
I removed that set screw long time ago , I was talking about when the handle won't rotate anymore without any mechanically visible obstructions in either direction. How much travel are you getting stock screw with manual handle rotation?
, I was talking about when the handle won't rotate anymore without any mechanically visible obstructions in either direction. How much travel are you getting stock screw with manual handle rotation?
For electronics, my best advice would be: Read the user manuals, especially the details. If you have specific questions, don't hesitate to ask here.
Originally Posted by tobybirch007
-
04-19-2011, 05:10 AM #39
Registered
- Join Date
- Jan 2005
- Posts
- 136
Almost 8-5/8", but I can't tell if it's the table limit or the bellows in the way. I think without the bellows I might get 9".
That was the first time had ran the Y all the way out, and the Y dovetail hit's my Y-axis motor mount! Looks like I'll be cutting a little bit off of it!
-
04-21-2011, 04:13 AM #40
Registered
- Join Date
- Jan 2005
- Posts
- 136
It's Alive! ALIVE!!
Z-Axis CNC Quill
YouTube - FIRST MOTION!! Z-Axis CNC Quill
X-Axis
YouTube - FIRST MOTION!! X-Axis CNC Table
It's coming together!

 Reply With Quote
Reply With QuoteSimilar Threads
-
Bolton ZX45 Conversion
By gd.marsh in forum Benchtop MachinesReplies: 1039Last Post: 05-26-2017, 05:38 PM -
Yet another ZX45 conversion
By Flenser in forum Benchtop MachinesReplies: 198Last Post: 03-22-2011, 04:37 PM -
Owners of Wholesale Tools ZX45
By pobanion in forum Benchtop MachinesReplies: 4Last Post: 02-14-2008, 05:13 PM -
Wholesale tooling anywhere?
By kong in forum Community Club HouseReplies: 0Last Post: 06-11-2005, 06:00 PM -
Wholesale Tools 6" rotary table
By CerveloRod in forum Benchtop MachinesReplies: 2Last Post: 03-27-2005, 05:11 PM
