



Hey All,
I have decided to go ahead and do a CNC conversion on my G0602 Lathe. I have ordered all the parts and they should be here in short order.
I already had a G540 based control from another project so I figured I would save some bucks and time and reuse the control I already built.
I plan on switching out the spindle motor for a 2HP AC inverter duty motor and Hitachi sensorless vector drive VFD. Additionally I ordered Arturo's C3 index pulse card from cnc4pc to create a closed loop spindle drive for threading.
I also plan to create a cast iron back plate for a 6 inch 6 jaw run tru chuck. I will be working with thin wall tubing plus I like that type of chuck a lot.
If all goes well I might try to do a tool turret ATC as well based on some plans floating around.
The control I built has a Gecko G540, 48V Meanwell DC Power supply, two 50 volt relays, a smoothstepper, e-stop, and all the inputs and outputs of the G540 are wired to the back panel. I based it loosely on a commercially sold G540 controller.
This is everything I ordered from McMaster
Line Product Ordered Ships Price Total
1 9845T203 Aluminum High-Misalignment Spider Coupling Hub, 3/8" Bore, 1" Outside Diameter 2
each Monday morning
16.30
each 32.60
2 9845T201 Aluminum High-Misalignment Spider Coupling Hub, 1/4" Bore, 1" Outside Diameter 2
each Monday morning
16.30
each 32.60
3 9845T14 Red Shore 98A Spider for 1" OD, Aluminum High-Misalignment Spider Coupling Hub 2
each Monday morning
6.78
each 13.56
4 5966K26 Ball Screw, 5/8" Diameter, 13/64" Lead, 3' Length 1
each Monday morning
57.33
each 57.33
5 5966K26 Ball Screw, 5/8" Diameter, 13/64" Lead, 1' Length 1
each Monday morning
19.11
each 19.11
6 5966K16 Ball Nut, 5/8" Diameter, 13/64" Lead, 778LB Load Capacity, Square 4
each Monday morning
30.64
each 122.56
7 6680K12 Dual-Load Angular-Contact Steel Ball Bearing, Open, 12MM Shaft Diameter, 32MM Outside Diameter 4
each Monday morning
28.63
each 114.52
8 8476K193 Heat-Resistant Borosilicate Glass, Square, 3/16" Thick, 9" X 9" 1
each Monday morning
28.46
each 28.46
9 96115A420 Metric Zinc-Plated Brass Round Knurled Thumb Nut, M3 Size, .5MM Pitch, 8MM Head Diameter, 6MM Overall H 4
each Monday morning
1.16
each 4.64
10 96115A440 Metric Zinc-Plated Brass Round Knurled Thumb Nut, M4 Size, .7MM Pitch, 10MM Head Diameter, 7MM Overall H 4
each Monday morning
1.49
each 5.96
11 8974K33 Multipurpose Aluminum (Alloy 6061), 1/2" Diameter X 6' Length 1
each Monday morning
15.04
each 15.04
12 8975K781 Multipurpose Aluminum (Alloy 6061), 3/4" Thick, 2" Width, 1' Length 1
each Monday morning
16.02
each 16.02
13 8975K429 Multipurpose Aluminum (Alloy 6061), 1/2" Thick, 4" Width, 1' Length 1
each Monday morning
19.05
each 19.05
14 8975K313 Multipurpose Aluminum (Alloy 6061), 1" Thick X 3" Width X 1' Length 1
each Monday morning
26.37
each 26.37
15 8975K434 Multipurpose Aluminum (Alloy 6061), 1/4" Thick, 5" Width, 1' Length 1
each Monday morning
14.05
each 14.05
Total $521.87
This is everything I ordered from Keling aka Automation Technologies
Motor cable connector
Item# 428 $3.99 USD 4 $15.96 USD
NEMA23 495 oz in, 3A, 1/4” Dual Shaft Stepper Motor (KL23H2100-30-4BM)
Item# 161 $49.95 USD 2 $99.90 USD
This is everything I ordered from Automation Direct
1.0/CFS-2PM30 DISCONNECT SWITCH, FUSIBLE, 2P, MIDGET CLASS, 240 VAC, 30A, UL 508, DIN RAIL
1.0/Y368 AC MOTOR 2HP 1800RPM 145TC 230/460VAC 3-PH ROLL-STEEL MICROMAX
This is everything I ordered from Drives warehouse
1 PWV2-20-1 SENSORLESS VECTOR DRIVE
O/P: 2HP, 230VAC, 8A
WJ200-015SF
283.00 283.00
Thread: G0602 Lathe CNC conversion
Results 1 to 20 of 26
-
01-15-2013, 12:07 AM #1
 Registered
Registered
- Join Date
- Dec 2008
- Posts
- 263
G0602 Lathe CNC conversion
-
01-15-2013, 12:10 AM #2
Registered
- Join Date
- Dec 2008
- Posts
- 263
Bellville springs and preload amount for ball screw double nut
One of the things I would like to do is double nut the ball screw on both axis. So I ordered 4 ball nuts total. I am trying to figure out which Belleville springs I should get and how much preload should I shoot for.
Anyone have any experience or input on creating your own preloaded double nut like this?
-
01-16-2013, 12:49 AM #3
Registered
- Join Date
- Dec 2008
- Posts
- 263
Found the answer for my question on the ballscrew preload about 100 lbs. Here's a great link I found where a guy did this for his mill. I am going to copy his setup except I am going to use wavy washers which will take up less space.
Ball Screw Conversion
-
01-16-2013, 08:42 AM #4
Member
- Join Date
- May 2008
- Posts
- 1185
On his first cuts page he is milling with a drill chuck.......
Many people set the preload higher and use bellview washers. I didn't see wavey washers that were rated to 100 pounds but I may have mised that.
A 150 pounds sounds better to me.
-
01-16-2013, 07:20 PM #5
Registered
- Join Date
- Dec 2008
- Posts
- 263
Yeah the problem I was having with Belleville springs is as that ID the minimum I could find was 230 lbs which seems like it might be too much force. I can stack three wavy washers and get 120lbs or 4 for 160lbs but I may order both for experimentation as they are not super expensive at any rate.
-
01-16-2013, 09:50 PM #6
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
You do realize if you compress them less, they will produce less force.... They are simply springs, just like a coil spring, and the force is proportional to the deflection. Compress them half as far, they produce half the force. Originally Posted by allenj20
Originally Posted by allenj20

Regards,
Ray L.
-
01-16-2013, 10:02 PM #7
Registered
- Join Date
- Dec 2008
- Posts
- 263
Good point, well I ordered both so I will play around with both and see which works best.
Originally Posted by HimyKabibble
-
02-21-2013, 06:19 AM #8
Registered
- Join Date
- Dec 2008
- Posts
- 263
Update
Update on the project so far. Parts have arrived and some of the machining has been done.
One part of the project is wrapped up the 6 inch 6 jaw set tru chuck is mounted after fabricating a back plate from cast iron. I can tell you threading a 1.75 x 8 tpi thread in cast iron on this 10 inch lathe is sketchy but I got it done. TIR on the chuck after dialing it in as much as I could stand is ~.0005"


-
02-22-2013, 03:21 PM #9
Registered
- Join Date
- Dec 2010
- Posts
- 1230
nice, watching with interest!
-
07-17-2013, 10:35 PM #10
Registered
- Join Date
- Dec 2008
- Posts
- 263
OK well I have been tardy on updates, the lathe is actually finished now and so I will be posting pics and videos of the build slowly in the coming week.
First up here are the pics of the spindle work. I used a 2HP Marathon Electric inverter duty motor and 220V single phase Hitachi 2HP sensorless vector drive. I also replaced the taper roller bearings in the spindle with high quality Timken taper roller bearings. Additionally I added the C3 index card and index wheel to the spindle for threading. The larger motor and new electronics required some modifications to the lathe back plate, side door and a new electronics shield to protect the VFD. I will post some pics of those mods later
Testing the new 2HP motor and Hitachi sensorless vector drive on the bench /table saw.

New motor and VFD installed on the lathe

Index wheel cut on the Epilog laser cutter with optical sensor and bracket to read it.

-
07-18-2013, 04:36 PM #11
Member
- Join Date
- Apr 2003
- Posts
- 354
Very nice! Keep the pics coming. I can't get enough of home-spun CNC lathe stuff!:cheers:
I assume from the "one holer" spindle index wheel you're using Mach3 Turn? What're you using for CAM?
-
07-18-2013, 05:28 PM #12
Registered
- Join Date
- Dec 2008
- Posts
- 263
Thanks for the kind remarks, I will be posting some more pics this week. I am using Mach3 and so far I have just been using the turn wizards. I will be using visual turn for CAM as well.
Originally Posted by DICKEYBIRD
-
07-26-2013, 04:34 PM #13
Registered
- Join Date
- Dec 2008
- Posts
- 263
Here is a video I made about the lathe
-
07-27-2013, 02:29 AM #14
Member
- Join Date
- Apr 2003
- Posts
- 354
Great video Allen! No way I could do a video of that length & detail without a ton of edits to correct muffed narrative. Kudos to you. I gotta say though, the casual reference to the laser cut masonite control enclosure with box joints on all intersections was a little bit much. What, that old thing....doesn't everyone have an Epilogue laser cutter?
 I can only dream.
I can only dream.
Couple of suggestions...NOT CRITICISMS! I think you'll be happier long term if you ditch the compound, make a spacer (plinth?) to get that QCTP bolted directly onto the carriage as a CNC lathe doesn't need a compound. One less thing to flex & add mushiness. (Is that a word?)
Ditch the mechanical micro switches (at least on the X-axis) and replace them with opto sensors. You want an EXTREMELY accurate & repeatable homing switch on the X to make things consistent & accurate when you get ready to build your tool table in Mach.
Thanks for taking the time to post this, I love the lathe projects, they're special!
-
07-27-2013, 10:08 PM #15
Registered
- Join Date
- Dec 2008
- Posts
- 263
Hey Thanks, I do plan to replace the compound with a steel block I juts need to order the steel, for now I just have the gibs on the compound locked all the way down. I will ditch the micro switches for optical ones probably too. Just wanted to get something on there and that is what I had laying around. Thanks for watching and commenting.
-
08-08-2013, 02:01 AM #16
Registered
- Join Date
- Aug 2005
- Posts
- 70
Hello there,
I have been reading your thread on the G0602 CNC conversion and viewing your YouTube videos on the conversion... I couldn't help but notice that you said in the video you posted that "originally you intended to use some plans you found here on cnczone to convert your lathe to CNC, but decided to use bdtools kit instead".
Would you mind pointing me in the right direction or perhaps giving me the plans you have for the CNC conversion. I wouldn't mind building a kit myself as a project, but cannot seem to find a set of plans to do so...
Thanks for the help...
-
08-12-2013, 11:22 PM #17
Registered
- Join Date
- Dec 2008
- Posts
- 263
Hi,
Here is the thread that has the plans http://www.cnczone.com/forums/vertic...onversion.html
However be forewarned that these plans will not work as posted. I actually machined a couple of the mounts and some of the standoffs before I realized the plans are actually quite borked. Which is one of the reasons I decided to go another route and just buy the kit. That being said with a few modifications these plans will work. Just need to sort it out in CAD first I imagine. Actually given that you would have to sort it out in CAD anyway, the plans may be useful more as inspiration.
Originally Posted by BuckingFastards
-
08-14-2013, 04:37 AM #18
Member
- Join Date
- Oct 2008
- Posts
- 1642
Yep, I think I put that warning in there many moons ago....
A Word of caution, if you do use the drawings in the beginning of this thread, then use the material list and drawings as rough examples only. Do NOT use the drawings directly or you will be disappointed. Don't ask how I know At least I only machined 1 easy item before I figured out there were either typos, or the machines are that much different.
Richard
Originally Posted by allenj20
-
09-17-2013, 12:56 AM #19
Registered
- Join Date
- Dec 2008
- Posts
- 263
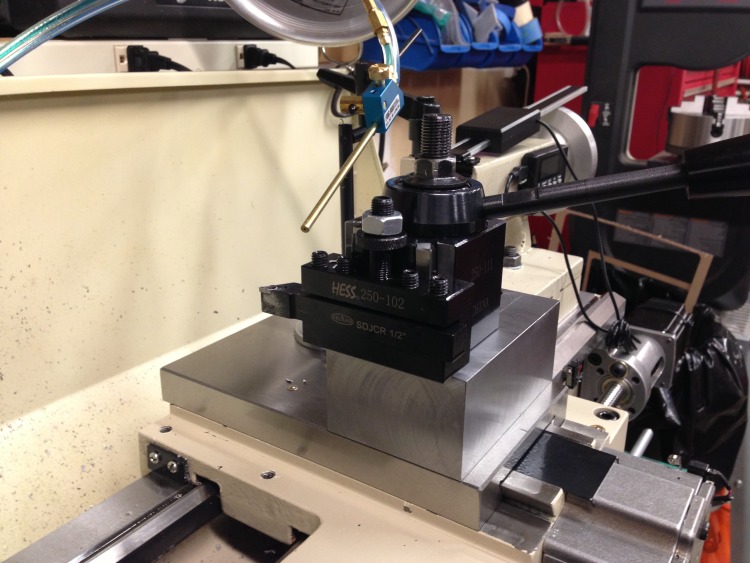
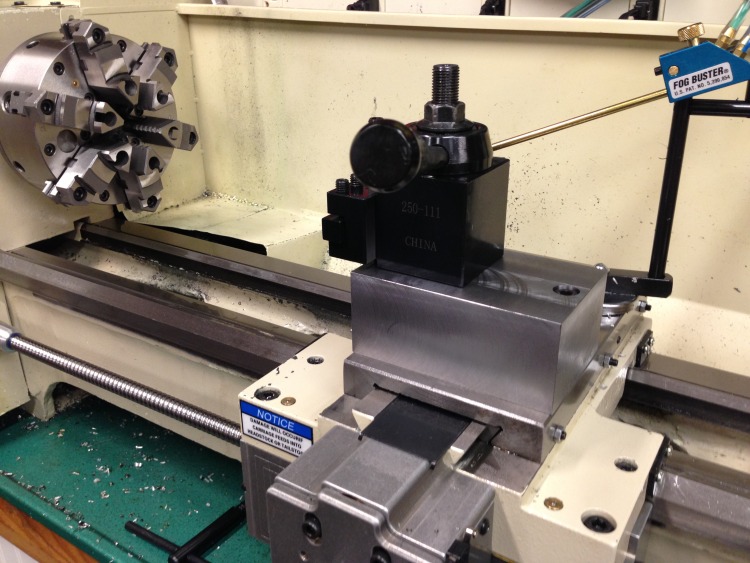
Just a quick update on an improvement I have made on the lathe.
I have gotten rid of the compound and replaced it with a solid steel block as a compound is superfluous on a CNC lathe and only serves to make things less rigid at this point. Here are some pictures of that.
-
09-17-2013, 01:10 AM #20
Registered
- Join Date
- Aug 2005
- Posts
- 70
Looking very good and rigid, that's one thick piece of steel, how thick exactly?
Can't wait to CNC mine, still pondering about purchasing parts vs making them myself though. Are you using Mach turn wizards for your cnc'd parts, or do you have a software package?
- - - Updated - - -
Looking very good and rigid, that's one thick piece of steel, how thick exactly?
Can't wait to CNC mine, still pondering about purchasing parts vs making them myself though. Are you using Mach turn wizards for your cnc'd parts, or do you have a software package?

 Reply With Quote
Reply With QuoteSimilar Threads
-
G0602 Lathe CNC Conversion?
By Rich - in forum Mini LatheReplies: 3Last Post: 09-27-2013, 02:43 AM -
First (and hopefully simple) G0602 Lathe CNC Conversion
By inthrustwetrust in forum Mini LatheReplies: 3Last Post: 08-15-2013, 05:45 PM -
G0602 10x22 LATHE 3 STEP CNC CONVERSION
By Crevice Reamer in forum Vertical Mill, Lathe Project LogReplies: 215Last Post: 03-09-2012, 11:20 PM -
Grizzly G0602 10x22 Lathe Conversion
By Steelpolish in forum Vertical Mill, Lathe Project LogReplies: 56Last Post: 01-21-2011, 11:04 AM -
G0602 Lathe conversion
By SmoggyTurnip in forum Benchtop MachinesReplies: 2Last Post: 03-06-2009, 03:54 AM
