





All the limit switches are connected, now the tuning can start.
Results 81 to 99 of 99
Hybrid View
-
10-19-2019, 06:54 AM #1
 Member
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
-
10-29-2019, 03:27 AM #2
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
Spent Friday and Saturday installing table and squaring machine up, it is as square as I can make it.
Bored holes in baltic birch subtable, and installed 64 1/4-20 threaded inserts for clamping in the front middle of table.
https://youtu.be/1487keBiCgw
-
10-29-2019, 03:57 AM #3
Member
- Join Date
- Apr 2016
- Posts
- 841
Re: CRP4896 Standard to Linear Rail Conversion
While not everyone likes them, I'm a big fan of t-track for clamping. Lot's of versatility and substantial holding power. Orange Aluminum sells 8' lengths for $17.08 and provides free shipping on orders over $100. I found 4" OC to be the perfect spacing. I use hard Maple for my clamp elements. Way cheaper than commercial products and works as well or better.
Gary
-
10-29-2019, 04:10 AM #4
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
I have had t-track in the past, it was always getting full of dust, so every time I tried to use it had to clean it all out. These are just straight up thru holes with 1/4-20 threads in them. never get packed.
-
10-29-2019, 05:14 PM #5
Member
- Join Date
- Apr 2016
- Posts
- 841
Re: CRP4896 Standard to Linear Rail Conversion
Interesting. I have never had an issue with dust collecting in the tracks. I'm guessing I may have a more efficient dust collection setup. Originally Posted by nlancaster
Originally Posted by nlancaster

-
10-31-2019, 06:09 AM #6
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
Two issues, one I didn't have very good dust collection. Another issue, the builder of my first CNC machine, a JoesCNC 2006, put the track in with sheet metal screws, so I ended up pulling them out of the wood.
-
10-31-2019, 07:53 AM #7
Member
- Join Date
- Apr 2016
- Posts
- 841
Re: CRP4896 Standard to Linear Rail Conversion
Originally Posted by nlancaster
If you ever to give t-tracks another shot, try using machine screws, washers and nuts to fix them. You'll never pull them loose. Also, check my build thread on the subject. The way I did it, you don't need screws of any sort. I used them anyway, but I didn't need to.
Gary
-
11-03-2019, 07:44 AM #8
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
Installed spoilboard and spend more time tramming machine. Trammed Z-axis Vertical to the best of my ability and trammed spindle to within .001 over a 12inch span in X and Y axis.
Surfaced spoilboard and first project cuts will be Sunday, I will try and take some video.
-
11-04-2019, 05:20 AM #9
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
Diamond drag sign also worked great, had to use exact stop mode to get the engraving to have sharp corners.
https://youtu.be/UhYz501UEWs
-
11-21-2019, 07:07 AM #10
Member
- Join Date
- Apr 2016
- Posts
- 841
Re: CRP4896 Standard to Linear Rail Conversion
Nice sign! Originally Posted by nlancaster
Gary
-
11-04-2019, 05:19 AM #11
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
Machine is working great, best edge cut quality I have ever had on acrylic, smooth to the touch!
https://youtu.be/Da3stJWhyLg
-
11-22-2019, 04:35 AM #12
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
Thanks!
I will say, the BLH rails seem to have been a good bet. Very smooth and stiff.
-
11-22-2019, 08:21 PM #13
Member
- Join Date
- Apr 2016
- Posts
- 841
Re: CRP4896 Standard to Linear Rail Conversion
Originally Posted by nlancaster
Glad you like them. You mention "stiff." What's the preload? I've never seen a Chinese that was other than light, but then, I haven't spent a lot of time comparing them. My Taiwanese are medium preload.
Gary
-
11-23-2019, 01:24 AM #14
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
These are medium preload, which I understand is the preffered preload.
The stiffness I am refering too is basically no play in the system, I am already getting better cut quality then I ever did before.
-
11-23-2019, 04:37 AM #15
Member
- Join Date
- Apr 2016
- Posts
- 841
Re: CRP4896 Standard to Linear Rail Conversion
Originally Posted by nlancaster
Yes, I believe medium preload is preferred. I'm happy I chose medium.
My first machine also used the skate bearings. World of difference moving up to linear rails.
-
03-28-2020, 01:30 AM #16
Member
- Join Date
- Feb 2005
- Posts
- 829
Re: CRP4896 Standard to Linear Rail Conversion
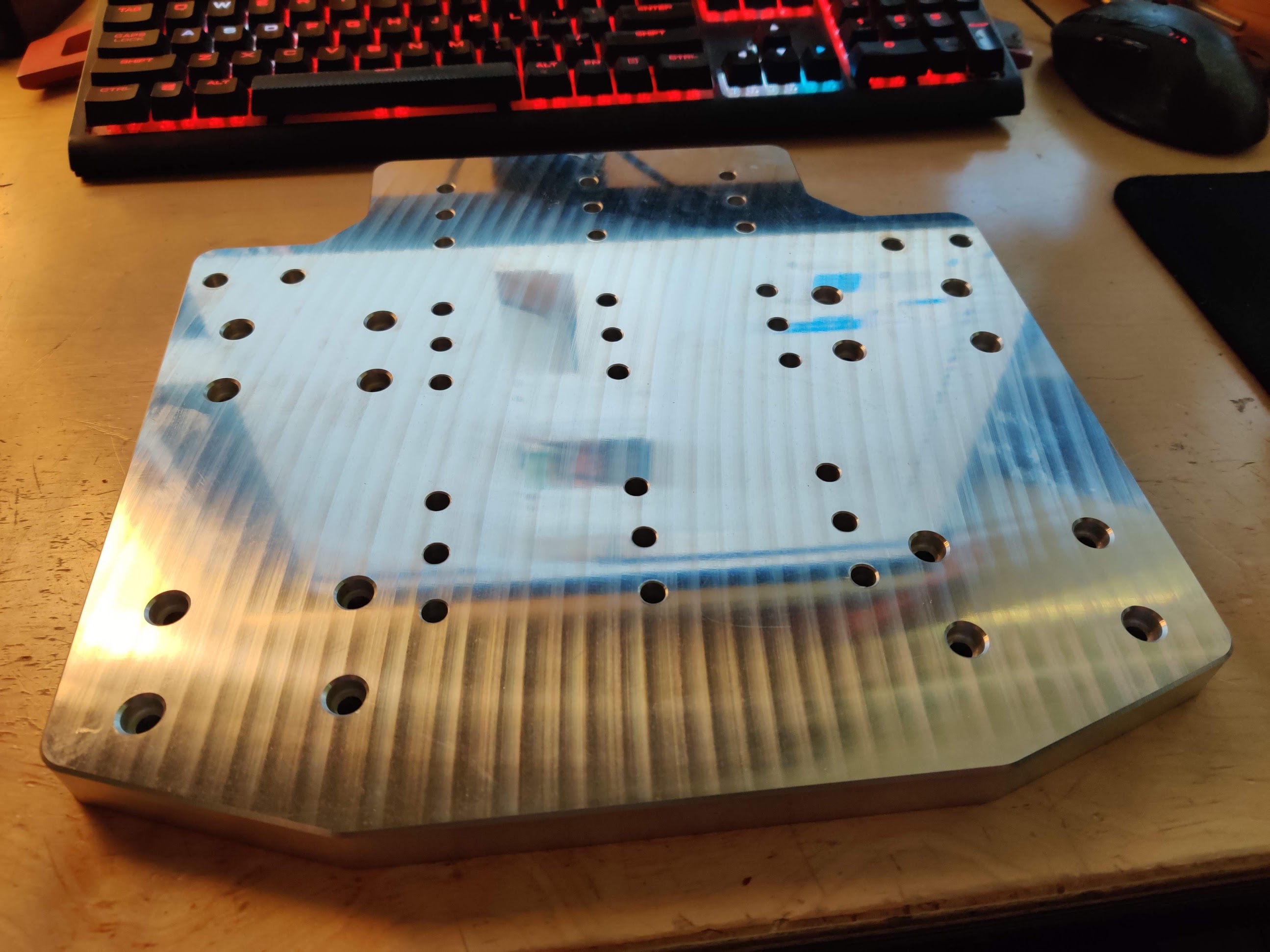
Money making work for an online acquaintance.
ATP5 tool plate .750in Drilled with .250 stubby drill, .250 hss single flute 60ipm helical bore for countersinks and thru holes, .375 hss single flute 60ipm .060 doc slotting for profile. .375 hss single flute 60ipm .750 doc .003 stepover for finish pass.
All chamfers done on the machine with a single flute .250 chamfer tool.
-
03-28-2020, 02:24 AM #17
 Registered
Registered
- Join Date
- Jan 2016
- Posts
- 69
Re: CRP4896 Standard to Linear Rail Conversion
Looks great!!
Sent from my iPhone using Tapatalk
-
10-07-2022, 04:23 AM #18
Registered
- Join Date
- Nov 2013
- Posts
- 1
Re: CRP4896 Standard to Linear Rail Conversion
Hi, I was wondering who you used for the anodizing? Thank you!
-
10-07-2022, 04:36 AM #19
Member
- Join Date
- Apr 2016
- Posts
- 841
Re: CRP4896 Standard to Linear Rail Conversion
Originally Posted by Techson
I didn't have my parts anodized. I used 6061 t6 aluminum. Since I have the CNC in a temperature controlled spaced (heat and AC) I haven't had any adverse effects from not anodizing.

 Reply With Quote
Reply With QuoteSimilar Threads
-
HF 8x14 linear rail conversion....and maybe more...
By CS900 in forum Mini LatheReplies: 99Last Post: 08-10-2022, 02:12 PM -
Standard linear motion conversion to linear rails.
By bobmagnuson in forum Avid CNCReplies: 11Last Post: 03-25-2022, 09:52 PM -
G0704 Linear Rail Conversion
By BTP in forum Benchtop MachinesReplies: 63Last Post: 07-14-2019, 01:59 AM -
Sieg X3/SX3 Linear rail conversion
By DvG4 in forum Benchtop MachinesReplies: 1Last Post: 01-16-2011, 02:17 AM -
Mixing Preloaded&Standard linear trucks on same rail -pros and cons ?
By isvflorin in forum Linear and Rotary MotionReplies: 2Last Post: 01-13-2009, 06:05 PM
