



i put together another dual DAC output motor (ac brushless) and drive (copley) to use on my 4th axis. i got the C code put together and seems to work. i just want to make sure it looks good and are not missing something before i start the motor tuning.
i believe i got the commutation offset all buttered up and all the bits and channels right.
Thread: 4th axis C-code good?
Results 1 to 14 of 14
-
12-21-2014, 03:24 AM #1
 Registered
Registered
- Join Date
- Oct 2009
- Posts
- 230
4th axis C-code good?
shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-21-2014, 03:46 AM #2
Junior Member
- Join Date
- May 2006
- Posts
- 4045
Re: 4th axis C-code good?
Hi turbothis,
Looks reasonable to me.
Regards
TKTK
http://dynomotion.com
-
12-21-2014, 04:00 AM #3
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
great thanks
the tuning was kinda wonky today but i think i can get some work done on it in the morning
mattshizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-21-2014, 10:01 PM #4
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
so i seem to get a little noise or something on my dac2 and dac3 outputs. the motor has a noticeable drag or bumping over as i turn it by hand.
i unplug the dac output wires and this goes away.
the analog output page says no voltage outputting when i feel the drag.?
i get this with both v4.31j and v4.33j
i measure no DC volts with my meter on the dac pins when the drag is present
tuning is garbage and i think it might be due to this issue
hmmmm, loaded v4.33a and now i get an error on the analog screen?
"no options with analog
analog screen closed"shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-22-2014, 03:25 AM #5
Registered
- Join Date
- Jun 2013
- Posts
- 1041
Re: 4th axis C-code good?
At the top of the screen in kmotion exe there is a options menu. Make sure there is a check Mark next to the boards you are using. That is most likely what's causing the no options error.
Ben
-
12-22-2014, 03:40 AM #6
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
i deleted my old dynomotion stuff and downloaded v4.33j again and are now back on track.
the 4th axis motor still is very much not responding to tuning.
noise seems to have gone away mostly though
the motor is in the vice for tuning purposes right now. i dont think it would be impossible to get some control with no load on the servo?shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-22-2014, 11:46 PM #7
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
motor is not too responsive by my hand. i am thinking one of the IIR filters is needed? lol
shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-22-2014, 11:57 PM #8
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
from the phase find c code
0 Position = 3512 PhaseAngle = 0.494500
1 Position = 3112 PhaseAngle = 4.494800
2 Position = 3512 PhaseAngle = 0.479400
3 Position = 3912 PhaseAngle = -3.520300
Counts per rev = -400
Counts per cycle = -100
Counts per cycle (rounded to 16)= -96
invDistPerCycle (rounded)= -0.010416666667
Commutation offset = -23
Input Gain Specified = 1.000shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-23-2014, 03:33 AM #9
Junior Member
- Join Date
- May 2006
- Posts
- 4045
Re: 4th axis C-code good?
Hi turbothis,
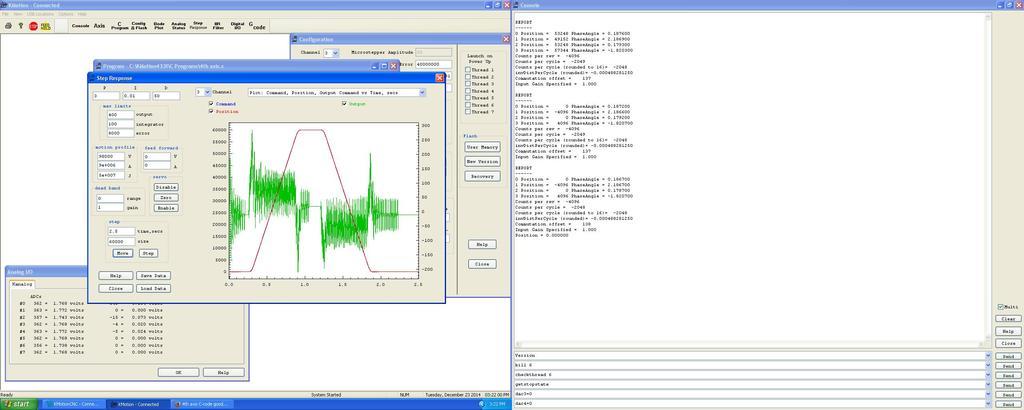
I think the issue is with the commutation. Notice how things work pretty well in the plot (red plot follows blue) until after a few hundred counts, then I believe the commutation gets off and the motor torque reverses (green plot goes way positive but red plot goes negative) and the motor drives the wrong direction.
Try with invDistPerCycle set at exactly -0.01
I think the Auto Phase Find program found this exactly correct, but then rounded to a multiple of 16 because most encoders are powers of 2 like 512 counts/ rev. Measuring the number of counts/rev can be off by several counts which is the reason for the rounding. The counts/cycle must be exactly correct otherwise after enough cycles the commutation will eventually drift off to cause a problem. We should probably make the Auto Phase Finding program smarter and try rounding off to multiples of 16 and multiples of 10 and choose whichever is closer.
Make absolutely sure the commutation is correct before proceeding to tuning and other things. When the servo is enabled with the output limited to a small value to allow you to force the motor away from the target position, the restoring torque of the motor should increase to a constant saturated torque level and remain constant regardless of how far away (multiple revs) from the target the motor is moved. This demonstrates the motor is being commutated properly and able to maintain constant torque regardless of commutation angle.
HTH
RegardsTK
http://dynomotion.com
-
12-23-2014, 06:11 AM #10
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
nice
i will try this in the morning and report back here
thanks mattshizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-23-2014, 11:44 PM #11
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
the -0.01 invdutypercycle did nothing better. looked worst
i did the phase find a couple times in a row and got 2 different sets of info
REPORT
------
0 Position = -400 PhaseAngle = 0.932200
1 Position = -800 PhaseAngle = 2.931900
2 Position = -400 PhaseAngle = 0.926500
3 Position = 0 PhaseAngle = -1.073600
Counts per rev = -400
Counts per cycle = -200
Counts per cycle (rounded to 16)= -208
invDistPerCycle (rounded)= -0.004807692308
Commutation offset = -141
Input Gain Specified = 1.000
REPORT
------
0 Position = -400 PhaseAngle = 1.928300
1 Position = -801 PhaseAngle = 3.928700
2 Position = -401 PhaseAngle = 1.923700
3 Position = -1 PhaseAngle = -0.077400
Counts per rev = -401
Counts per cycle = -200
Counts per cycle (rounded to 16)= -208
invDistPerCycle (rounded)= -0.004807692308
Commutation offset = -141
Input Gain Specified = 1.000
REPORT
------
0 Position = -400 PhaseAngle = 1.927800
1 Position = -800 PhaseAngle = 3.928400
2 Position = -400 PhaseAngle = 1.923100
3 Position = 0 PhaseAngle = -0.077100
Counts per rev = -400
Counts per cycle = -200
Counts per cycle (rounded to 16)= -192
invDistPerCycle (rounded)= -0.005208333333
Commutation offset = -130
Input Gain Specified = 1.000
REPORT
------
0 Position = -400 PhaseAngle = 1.928300
1 Position = -800 PhaseAngle = 3.928300
2 Position = -400 PhaseAngle = 1.922800
3 Position = 0 PhaseAngle = -0.076000
Counts per rev = -400
Counts per cycle = -200
Counts per cycle (rounded to 16)= -208
invDistPerCycle (rounded)= -0.004807692308
Commutation offset = -141
Input Gain Specified = 1.000
REPORT
------
0 Position = -400 PhaseAngle = 1.928600
1 Position = -800 PhaseAngle = 3.927900
2 Position = -400 PhaseAngle = 1.922600
3 Position = 0 PhaseAngle = -0.077100
Counts per rev = -400
Counts per cycle = -200
Counts per cycle (rounded to 16)= -208
invDistPerCycle (rounded)= -0.004807692308
Commutation offset = -140
Input Gain Specified = 1.000
REPORT
------
0 Position = -400 PhaseAngle = 1.928300
1 Position = -800 PhaseAngle = 3.928500
2 Position = -400 PhaseAngle = 1.923200
3 Position = 0 PhaseAngle = -0.077200
Counts per rev = -400
Counts per cycle = -200
Counts per cycle (rounded to 16)= -192
invDistPerCycle (rounded)= -0.005208333333
Commutation offset = -130
Input Gain Specified = 1.000
REPORT
------
0 Position = -400 PhaseAngle = 1.927500
1 Position = -800 PhaseAngle = 3.928000
2 Position = -400 PhaseAngle = 1.922700
3 Position = 0 PhaseAngle = -0.077500
Counts per rev = -400
Counts per cycle = -200
Counts per cycle (rounded to 16)= -192
invDistPerCycle (rounded)= -0.005208333333
Commutation offset = -130
Input Gain Specified = 1.000shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-23-2014, 11:53 PM #12
Junior Member
- Join Date
- May 2006
- Posts
- 4045
Re: 4th axis C-code good?
Hi Matt,
Strange the reports now all show 200 counts/cycle which would be an InvDistPerCycle of 0.005.
Did you change something?
RegardsTK
http://dynomotion.com
-
12-24-2014, 12:21 AM #13
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
well, i jumped the encoder up to 1024 and now this is starting to work good
the motor is much more like it should be and tunable now
it has a sorta bearing screech sound while running. i think this is at about the full 2800 rpm limit though.
 shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
shizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos
-
12-24-2014, 12:27 AM #14
Registered
- Join Date
- Oct 2009
- Posts
- 230
Re: 4th axis C-code good?
encoder at 1024 setting
REPORT
------
0 Position = 53248 PhaseAngle = 0.187600
1 Position = 49152 PhaseAngle = 2.186900
2 Position = 53248 PhaseAngle = 0.179300
3 Position = 57344 PhaseAngle = -1.820300
Counts per rev = -4096
Counts per cycle = -2049
Counts per cycle (rounded to 16)= -2048
invDistPerCycle (rounded)= -0.000488281250
Commutation offset = 137
Input Gain Specified = 1.000
REPORT
------
0 Position = 0 PhaseAngle = 0.187200
1 Position = -4096 PhaseAngle = 2.186600
2 Position = 0 PhaseAngle = 0.179200
3 Position = 4096 PhaseAngle = -1.820700
Counts per rev = -4096
Counts per cycle = -2049
Counts per cycle (rounded to 16)= -2048
invDistPerCycle (rounded)= -0.000488281250
Commutation offset = 137
Input Gain Specified = 1.000
REPORT
------
0 Position = 0 PhaseAngle = 0.186700
1 Position = -4096 PhaseAngle = 2.186700
2 Position = 0 PhaseAngle = 0.178700
3 Position = 4096 PhaseAngle = -1.820700
Counts per rev = -4096
Counts per cycle = -2048
Counts per cycle (rounded to 16)= -2048
invDistPerCycle (rounded)= -0.000488281250
Commutation offset = 138
Input Gain Specified = 1.000
Position = 0.000000
- - - Updated - - -
i dont think so Originally Posted by TomKerekes
Originally Posted by TomKerekes

that was all at the 400 counts on the encoder settingsshizuoka an-s knee mill=kflop/kanalog running nema 34 dc brushed servos
cincinnati sabre 750=kflop/kanalog building now with ac brushless servos

 Reply With Quote
Reply With QuoteSimilar Threads
-
How to rotate G-code in the G-code (to simulate 4th and 5th axis) or axis indexing?
By Johnsinski in forum G-Code ProgramingReplies: 14Last Post: 07-19-2014, 05:55 AM -
How to work arc good into code?
By panozeng in forum Waterjet General TopicsReplies: 1Last Post: 11-28-2010, 11:15 PM -
Need good code!
By dave6 in forum Mazak, Mitsubishi, MazatrolReplies: 2Last Post: 11-29-2008, 06:01 PM -
Looking For a good cad/cam w/ 4th axis
By fc911c in forum Uncategorised CAM DiscussionReplies: 1Last Post: 10-03-2005, 02:20 PM -
Help G-code No Good
By chrisw765 in forum CNC (Mill / Lathe) Control Software (NC)Replies: 5Last Post: 03-18-2005, 05:55 PM
