



Tool makers vice... 100% I have 3 and if used correctly like said before, will hold any d.o.c my modded Taig can handle . all the Kurt and Kurt like vices are to large.. even the 3" clone from china.
Results 21 to 33 of 33
-
12-11-2012, 06:37 AM #21
 Registered
Registered
- Join Date
- Oct 2006
- Posts
- 60
-
12-11-2012, 04:48 PM #22
Registered
- Join Date
- Oct 2007
- Posts
- 29
Taig vise
I buy from Enco, CDCO Tools, ebay. Info links, here, from my site. cheers! Alan
Micro-Machine-Shop.com
Taig Micro Mill Screwless Vises
Vises------------------------------------
Alan
-
12-12-2012, 12:46 PM #23
Registered
- Join Date
- Nov 2012
- Posts
- 23
I ended up purchasing this clamp: Vise, 3" Screwless, with Hold Down Clamps - LittleMachineShop.com
-
12-12-2012, 02:18 PM #24
Registered
- Join Date
- Oct 2007
- Posts
- 29
vise
Yes that is a good one. The "toe clamps" may cover holes you need to get to in order to adjust the vise opening, though. regards, Alan
------------------------------------
Alan
-
01-21-2013, 10:56 PM #25
Registered
- Join Date
- Nov 2012
- Posts
- 23
Jason, Originally Posted by SpeedsCustom
Originally Posted by SpeedsCustom

Can you provide some additional info for how you attached the clamp to the table?
-
02-03-2013, 10:04 PM #26
Member
- Join Date
- Jul 2006
- Posts
- 525
For a taig, I think most every vise available is too large, and absorbs too much Z axis travel. They also make bad utilization of what is actually a fairly large table. A 4" vise will leave you with roughly a 4"x3" area to clamp your work piece, and nearly 6" on either side of that which you virtually cant make use of, because the vise is in the way.
This was my solution, and I have to say its worked out incredibly well. I'm not sure what this forums vending policy is-- i'm not currently selling these, but the thought has crossed my mind.
[ame=http://www.youtube.com/watch?v=_pmFsAxRvWI]T-Slot Vise Jaws - YouTube[/ame]
-
02-03-2013, 10:34 PM #27
Member
- Join Date
- Apr 2004
- Posts
- 5742
That's pretty clever, Dockwood.
But I'm a little unclear as to what's going on, exactly. It's hard to tell from the video, but it looks like the jaws are aluminum, pushed by the black steel parts that exert the force. Is that correct? Or is the force only applied at the top of the jaw? I think it's better to have the steel contact the workpiece, unless it's desirable to prevent marring, in which case one can slip something in there.
If you decide to sell these things, how much would you have to get for them?
Andrew Werby
www.computersculpture.com
-
02-03-2013, 10:56 PM #28
Member
- Join Date
- Jul 2006
- Posts
- 525
The aluminum jaws bolt to the tables t-slots. The steel pieces provide all of the clamping force on the workpiece. Originally Posted by awerby
On the "movable jaw" only the steel piece contacts the material (atleast in a clamping manor.) On the fixed jaw (left side) the entire jaw is aluminum, so yes, the work piece is in contact with an aluminum soft jaw.
I had initially thought this might be an issue, so I had designed a second set with a bolt-on steel section. I also made a second fixed jaw, in case it was an issue.
So far, it hasn't been-- I rarely work on steel in this machine, so the workpiece is almost always of the same hardness or less. If rough sawn steel were to be run, i'd likely mill flat the section that would contact the soft jaw, to avoid point loading that could cause issues. I think generally, there is enough surface area where it doesnt cause an issue.
For what its worth, I work full time as a machinist, and regularly use aluminum step jaws on rather hard steels. They hold up better than you would possibly imagine..
as for cost-- i'll have to get back to you on that one
-
02-04-2013, 12:35 PM #29
Registered
- Join Date
- Nov 2012
- Posts
- 23
Light weight, not like some of the other vises I have that drain "X" axis movement. Nice work and clean design. Originally Posted by rlockwood
-
02-06-2013, 11:39 PM #30
Registered
- Join Date
- Apr 2007
- Posts
- 327
I'm interested in your vise, if you decide to make and sell them. I sent a pm with my email.
Thanks,
Gary
-
02-09-2013, 07:53 PM #31
Neuer Benutzer
- Join Date
- Feb 2013
- Posts
- 0
Is that steel finger just a square steel piece with a countersink in it? so tightening the part just centers it and so pushes sideways or is it something else?
-
02-09-2013, 08:22 PM #32
Member
- Join Date
- Jul 2006
- Posts
- 525
Yes, it is a steel block-- countersunk on both sides, and it sits on a conical wedge. Tightening it forces it to center on the two cones, and causes a "downwards and forwards" motion. One side is serrated, the other is smooth. The clamps themselves are produced by Carr-lane, and unfortunately they hold (and enforce) patents on the design. Search for "Carr-lane tiny-vise" for more information. Originally Posted by Sups
For what its worth, I have decided to make a few sets of the vises. If you're interested, feel free to send me a PM. Otherwise, i'll likely make my own thread in a couple of days, when some work has been completed.
I wont be producing the Carr-lane portion, but will purchase a few from them, and re-sell them at cost.
Rob Lockwood
-
02-10-2013, 08:56 PM #33
Neuer Benutzer
- Join Date
- Feb 2013
- Posts
- 0
I was more looking for the function of how it works. I am still far from getting a CNC of my own for personal uses, but the idea was quite interesting for fixture designs at my work. Originally Posted by rlockwood

 Reply With Quote
Reply With Quote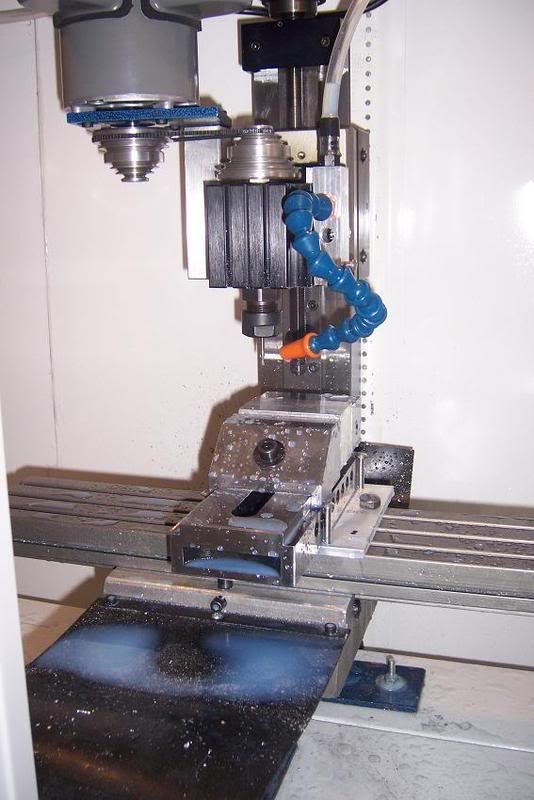
Similar Threads
-
Taig 3 Jaw Chuck on Taig Mill?
By jim_stoll in forum Taig Mills / LathesReplies: 8Last Post: 09-19-2017, 04:38 PM -
TM-1 vise
By maxine in forum Haas MillsReplies: 6Last Post: 10-20-2007, 12:34 AM -
Home Made Vise Stop - For 6" Kurt Vise
By widgitmaster in forum Bridgeport / Hardinge MillsReplies: 20Last Post: 12-15-2006, 03:49 PM -
cheap DIY low profile "softjaws" vise for TAIG
By Smertrios in forum Taig Mills / LathesReplies: 3Last Post: 04-29-2006, 06:20 AM -
Vise Recommendation
By edge in forum Uncategorised MetalWorking MachinesReplies: 3Last Post: 02-29-2004, 08:24 AM
