



Hi Guys
It has been a while since I have posted. Sorry for my absence.
With all the Fanfare for the Duality Lathe option I thought I would offer another option. For very little investment you can make a tool holder and use your mill as a vertical lathe with indexable tooling. I made my tool holder in a few hours. Well worth the time. Here is the long and short of it.
Work is held in the spindle , Tools in the tool holder.
Drawbacks
R8 spindle, anything over 1" needs a chucking lug.
no center support , short overall lengths.
no CAM support, you'll have to write the code yourself ( Or do some fancy editing )
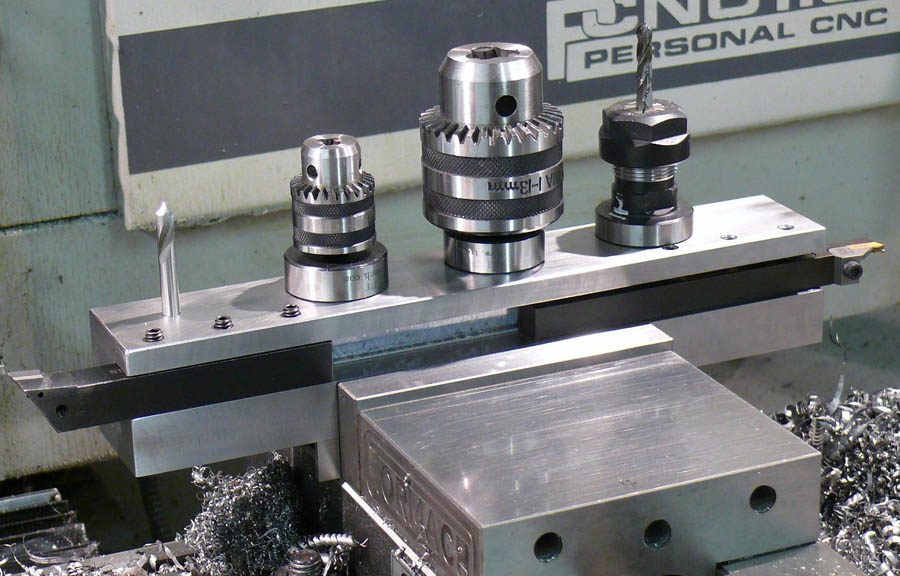
Here is a picture of the Tool holder.
The toll holder is 2"x 2"x 11" Mild Steel
To make programing easier I used a different work offset for each tool. I bored the tool holder with three 3/4" bores so I could use my Tormach Tooling. The ER 20 collets will hold anything up to a 1/2". With a spot drill , a drill and a boring bar you could do just about anything. But I added an extra hole anyway. The Spot drill has a place all its own.
In the following Video I am making 4 collars for a product I sell. The material is 1018 mild steel 5/8" dia.
OP 1 Face and turn ( Chamfers are done here with the turning tool )
OP 2 Spot drill
OP 3 drill ( Deep hole 2.3" )
OP 4 ream to size ( reamed to 2.1" deep )
OP 5 Cut Off
LINK TO VIDEO
This is the only job I have used this for yet. But I did build in some room for expansion. With 2.5" between tools I can swing Nearly a 5" work piece.
I milled a small flat on the tool holder ( Weldon style ) and have a 3/8" Flat point set screw to clamp it down.
Food for thought guys .... Let me know what you think.
Scott
Thread: My Tormach Vertical Lathe
Results 1 to 20 of 37
-
06-14-2008, 04:47 AM #1
 Registered
Registered
- Join Date
- Apr 2006
- Posts
- 439
My Tormach Vertical Lathe
-
06-14-2008, 01:50 PM #2
Registered
- Join Date
- Jul 2005
- Posts
- 151
A nice practical solution- it would not be too hard to build an R-8 mounted 3 jaw chuck for the spindle and put some vertical slots in the tool holder and you could face off parts as well. Seems easier and less complicated than manhandling an entire lathe onto the bed for those odd turning jobs.
-
06-15-2008, 02:57 AM #3
Registered
- Join Date
- Jul 2007
- Posts
- 438
i messed around with this idea a few weeks ago also. i just did some simple turning with a turning tool in the vice. it worked fine and the finish was great. i had a similar tool holder in mind but a different shape.
a few days later i had to make a few very simple turned parts to fix my lathe. with the lathe being down, i used the tormach to make them.
-
06-15-2008, 04:34 AM #4
Registered
- Join Date
- Jan 2007
- Posts
- 525
Scott - looking great. Thanks for taking the time to post the video!
Tormach PCNC 1100, SprutCAM, Alibre CAD
-
06-16-2008, 12:50 AM #5
Gold Member
- Join Date
- Jun 2006
- Posts
- 3063
That's very neat - did you hand code the program or use CAM? How hard was it to get the profiling and parting tools aligned?
Mike
-
06-16-2008, 04:42 AM #6
Registered
- Join Date
- Apr 2006
- Posts
- 439
Hi Mike
I wrote the code by hand. It really is pretty straight forward. I use NCPlot for editing and back plotting. And it was pretty confusing at first because the "Displayed toolpath" is upside down and bacKwards. It was really hard to get my head around it at first and then I realized Its not a toolpath it is a "Workpath" After that little Epiphany I was good.
The reason I went with different work offsets for each tool was to simplify writing code. Each tool has a measured X0 Y0 then I face off the first part and Z zero G54 then move the work to each offset and set Z0. So getting the different tools to line up was real easy. The entire program is only about 70 lines of code.
Scott
-
06-17-2008, 11:01 PM #7
Registered


- Join Date
- May 2005
- Posts
- 925
Very nice, thanks for sharing!
-
06-19-2008, 05:57 AM #8
Registered
- Join Date
- Feb 2007
- Posts
- 1041
Any pictures of the final part ?
Love to see more video.
-
06-20-2008, 03:12 PM #9
Registered
- Join Date
- Apr 2006
- Posts
- 439
Here are some pics of the final parts. There are 2 kinds. The only difference is 1 has a reamed hole and the other is just drilled.
These are some of the set up parts.
And here are the parts.
Scott
-
06-20-2008, 03:14 PM #10
Registered
- Join Date
- Jan 2007
- Posts
- 525
wow! i'm impressed - you're making a lot of these...
Tormach PCNC 1100, SprutCAM, Alibre CAD
-
06-21-2008, 05:43 AM #11
Registered
- Join Date
- Feb 2007
- Posts
- 1041
That looks really good ! What are they for ?
-
06-21-2008, 09:37 PM #12
Registered
- Join Date
- Feb 2006
- Posts
- 1072
Gang tooling! Scott, that seriously wins.
How do you do your initial centering of the workpiece to the tools?
I've been holding off selling my Sherline CNC lathe until I get my "new" Feeler CNC-retrofitted, but you've just obsoleted the Sherline for what I still need it for...
Best regards,
Randy
-
06-21-2008, 11:21 PM #13
Gold Member
- Join Date
- Jun 2006
- Posts
- 3063
Thanks for the explanation. I'm probably being dense, but how did you establish your tool X0/Y0s (or are they X0/Z0s)? I could see where the tool mounting holes would have known X/Y offsets from, say, one corner of the fixture, but am a little less certain about the turning and parting tools on the end. Do you find 0s for those with a straight edge like the old manual lathe trick? Originally Posted by Scott_M
Originally Posted by Scott_M

Also, what sort of precision were you shooting for and how close did you get to the target?
Mike
-
06-22-2008, 12:06 AM #14
Registered
- Join Date
- Mar 2008
- Posts
- 3655
What a great idea! And so well executed. Thanks for sharing!
CR.
-
06-22-2008, 12:53 AM #15
Registered
- Join Date
- Jul 2003
- Posts
- 281
Machine controller
Great Video! Are you using Mach3?:cheers:
Thanks for letting us see it.
Bob A
-
06-22-2008, 02:24 AM #16
Registered
- Join Date
- Apr 2006
- Posts
- 439
The Parts are for a "Spring Tester" I sell. One of the collars gets welded to a length of 5/16" rod and the other slips over it. This traps a spring so it can be measured with a spring scale. The spring in question is the recoil spring in a 1911 style semi auto pistol.

Randy
The vertical tools are real easy. I just dial in the shank of the tool with a rotating indicator. The two turning tools are a little more fun. I use an edge finder on the back side of the tool ( Bottom) and set the Y offset accordingly. I measured the insert height on a surface plate. As far as the X offset , I just took a cut and measured the part , divided in 2 and set the DRO.
Mike
I bored all the holes in the bar and they are tight. All the "Lathe" Moves are X & Z . But each tool has a unique X0 Y0 Z0 and defined by different work offsets G54 G55 etc. Between the 4 vertical holes Y is withing a couple of tenths so the zero for Y didn't change. ( But they could have and it would not be a problem ) And they are on 2.5" centers ( also within a couple of tenths) So moving across the top is real easy. I dial in the spot drill and then X over 2.5" and check that one and so on.
I wanted to keep the length at .400 " plus or minus .001" and they are. And about 85% of them are plus .0005". I couldnt be happier with the way they came out.
Bob
Yes I am using the Tormach version of mach 3 mill.
Scott
-
06-22-2008, 08:08 PM #17
Registered
- Join Date
- Feb 2006
- Posts
- 1072
Thanks, Scott. Do you mean a Blake Co-Ax or a clone or do you have something to hold a regular test indicator in your spindle? Originally Posted by Scott_M
I ask becasue that's an area I haven't gotten into yet, and I've read that the Blake clones aren't worth getting, so I'd appreciate your experience.
This is speaking as someone who doesn't use an edge finder anymore either--just pinching a Rizla paper between the first endmill and the work--when it just pinches I figure the endmill is actually touching the work since the Rizla is only .001" thick to start with...I love the Tormach shuttle with .0001" incremental jogging!
Best regards,
Randy
-
06-22-2008, 10:25 PM #18
Registered
- Join Date
- Apr 2006
- Posts
- 439
I use one of these.

I have the $20 one. but you can spend up to $200 on one. The cheap one works pretty good.
http://www.use-enco.com/CGI/INPDFF?PMPAGE=350&PMCTLG=00
look on page 345-346 too.
Scott
-
06-22-2008, 10:59 PM #19
Registered
- Join Date
- Feb 2006
- Posts
- 1072
Thank you, Scott! That is encouraging. I do have a nice Starrett test indicator already, so I've just ordered one of the Enco holders.
Best regards,
Randy
-
06-22-2008, 11:00 PM #20
Gold Member
- Join Date
- Jun 2006
- Posts
- 3063
Randy,
I've got a Blake co-ax indicator and have been real happy with it on my manual mill. Haven't used it much on the Tormach but would expect satisaction there as well.
The "real" Blakes are a reportedly a lot better than the import clones.
Mike

 Reply With Quote
Reply With QuoteSimilar Threads
-
comparable lathe size wise and price wise to a tormach mill
By ataxy in forum Uncategorised MetalWorking MachinesReplies: 5Last Post: 04-21-2008, 03:55 AM -
Tormach Lathe?!?
By 307startup in forum Tormach Personal CNC MillReplies: 58Last Post: 04-09-2008, 03:10 PM -
Vertical Integration
By Celling It in forum Uncategorised MetalWorking MachinesReplies: 5Last Post: 01-24-2008, 04:30 AM -
CNC Vertical Turning Lathe
By Harshwardhan in forum Uncategorised MetalWorking MachinesReplies: 5Last Post: 10-11-2007, 05:58 PM -
$760 Northern tool selling Vertical mill + Lathe combo
By OckamsRazor in forum Uncategorised MetalWorking MachinesReplies: 4Last Post: 03-20-2006, 02:10 AM
