



Bigtoy and Friend,
I found some problems.
I have the limit switch of floating head on Z-axis. It links to pin13 and port1,Z-home.I use active high and NC connection.I toggle the THC ON to ON in mach3 screen and then click on the cycle start. the X and Y move to the first pierce point.The Z-axis move down by a little and torch fire immediately. Sounds like it ignores G28.1 Z3.00 to move Z down to hit the material and not hit the limit switch.of the floating head
What is the rootcause for jumping from G28.1 z3.00 line to M03 line? ( not work on G28.1 z3.00 line)
Mongkol
Thread: My 4X4 table build
Results 81 to 98 of 98
-
02-17-2009, 06:05 PM #81
 Registered
Registered
- Join Date
- May 2007
- Posts
- 250
 My problem
My problem
-
02-18-2009, 05:26 AM #82
Registered
- Join Date
- Nov 2005
- Posts
- 152
Post up what your program actually looks like. Originally Posted by Mongkol
Originally Posted by Mongkol

-
02-18-2009, 06:36 AM #83
Registered
- Join Date
- May 2007
- Posts
- 250
Bigtoy,
I use sheetcam and here's my g-code.
Mongkol
-
02-18-2009, 07:21 AM #84
Registered
- Join Date
- May 2007
- Posts
- 250
g-code
I use the switch offset= -6.612 mm
***************************************
N0000 (Filename: test8.tap)
N0010 (Post processor: Plasma THC300.post)
N0020 (Date: 9/17/2006)
N0030 G21 (Units: Metric)
N0040 G53 G90 G40
N0050 F1
N0060 S500
N0070 (Part: circle)
N0080 (Process: Set variable switch offset = -6.612 )
N0090 (Process: Plasma, IN, Plasma, 1 mm kerf)
N0100 M06 T1 (Plasma, 1 mm kerf)
N0110 G00 Z0.0000
N0120 X25.0000 Y42.1490
N0130 G28.1 Z3.00
N0140 G92 Z0.0
N0150 G00
N0160 G92 Z0.0
N0170 G00 Z2.0000
N0180 M03
N0190 G04 P0.1
N0200 G01 X25.0000 Y42.1490 Z1.0000 F500
N0210 G03 X25.0000 Y42.1490 I0.0000 J-3.5000 F1000.0
N0220 M05
N0230 G00 Y13.0038
N0240 Z2.0000
N0250 M03
N0260 G04 P0.1
N0270 G03 X25.0000 Y13.0038 Z1.0000 I0.0000 J-3.5000
N0280 (Process: Plasma, OUT, Plasma, 1 mm kerf)
N0290 M05
N0300 G00 X25.0000 Y-0.5000
N0310 Z2.0000
N0320 M03
N0330 G04 P0.1
N0340 G03 X25.0000 Y-0.5000 Z1.0000 I-0.0000 J25.5000
N0350 M05
N0360 M05 M30
-
03-06-2009, 04:10 PM #85
Registered
- Join Date
- May 2007
- Posts
- 250
Circle is not round
Hi Bigtoy,
I can clear the problem of micro switch on the floating head already. It work fine by now.
I have some questions.
If you cut the circle, the external circle and internal circle is round or not.
I found some problems. The external circle is good but the internal circle is bad after cutting. It is not round and has the slack. I am not sure what is the problem.
It may be the torch is not perpenticular with meterial. Your machine is OK or not if you cut the circle. Is it round?
Mongkol
-
05-04-2009, 04:43 AM #86
Registered
- Join Date
- Nov 2005
- Posts
- 152
So the other day I sold my Hypertherm 1000 and bought the new Hypertherm powermax45. OMG this thing is awesome. It puts my 1000 to shame on cut quality. I can actually cut holes that are round and put a bolt through without drilling. A 3/8" hole in 1/4" only needs to be cut .015 over sized to get a bolt through it. At only 45 amps it still cuts 1/4" and 3/8" steel way better then the 1000. If anybody is thinking of buying a new plasma this is it. I have only cut about 15 parts so far so I don't know about consumable life yet but Hypertherm claims up to 3 hours of cut time on one set of consumables.
Here is a piece of 1/4" with a 3/8" hole cut at 50ipm. The hole was cut at 25ipm.

Here is a piece of 3/8" AR500 cut at 30ipm. Almost laser quality.

This thing is tiny compared to the 1000.

-
05-08-2009, 01:37 AM #87
Registered
- Join Date
- May 2007
- Posts
- 250
If you cut stainless steel
After cutting, the edge of steel is very beautiful and the hole is round.
If you change to cut stainless steel, Is it O.K.?
Mongkol
-
05-08-2009, 03:33 AM #88
Registered
- Join Date
- Nov 2005
- Posts
- 152
I have not had a chance yet to cut stainless. Originally Posted by Mongkol
-
05-19-2009, 08:47 PM #89
Registered
- Join Date
- May 2006
- Posts
- 47
Very nice. A couple quick questions. Could you give me some approximate dimensions of your gantry side plates? I was going to design mine differently but really like how yours came out.
For your rack & pinion and gear reduction parts, where did you get the parts and what ratios did you use?
I am working on a very similar build.
Thanks,
Brian
-
05-19-2009, 10:55 PM #90
Registered
- Join Date
- Feb 2009
- Posts
- 227

I finally got a chance today to actually read all the post and look at all the photos. Your build was very professional and had superb craftsmanship. Thank You for your pics/post and wish you good luck in the cnc world. After cutting a few parts is everything working good? Do you have any problems or things you would change? Where did you buy your plastic cable chain or part # ? Thanks, Dustin
-
06-03-2009, 05:33 AM #91
Registered
- Join Date
- Nov 2005
- Posts
- 152
Everything is working good. The only thing I would change is make it 5x10. My next table will be 5x10. Cutting sheets in half is a pain and sheets selections is better and cheaper for 5x10. The cable carriers came from Mcmaster carr. Originally Posted by Dustin407
-
07-29-2009, 11:28 PM #92
Registered
- Join Date
- Jul 2009
- Posts
- 3
Very nice
Very nice. Do you have blueprints (dxf or so)
http://www.plasma777.com
-
07-29-2009, 11:55 PM #93
Registered
- Join Date
- Nov 2005
- Posts
- 152
No I do not. Originally Posted by plasma777
-
08-13-2009, 02:38 PM #94
Registered
- Join Date
- Feb 2009
- Posts
- 11
Nice table, I recognize your pictures from Pirate.
How do you do holes like that? I thought you have to do edge starts. I haven't finished my CNC table yet, but when I'm cutting by hand, if I ever start in the middle of the panel, I have molten metal shoot back at me and mess up my torch's head. Well I get that problem for anything over 1/8" at least. Also, do you mean a 5x10' table to fit 4x8' sheets on or making a.. say 5.5x11' table to hold 5x10' sheets? I haven't bought large piece of sheet metal yet, but I thought the average size is 4x8'. If the sheets are really 5x10' I'm going to have to completely redesign my table damn lol.
Anyways, thanks for posting your build up, was a cool read.
-
08-13-2009, 04:08 PM #95
Registered
- Join Date
- Dec 2004
- Posts
- 312
4x8 is most common size to purchase for sheet metal but 5x10 is very common sheet.. and for table size it all depends on the travels of the bearing..
for my big cnc table the table is actually 7 foot 6 inch by 12 foot but the travels of the bearing is only 5 foot n 6 inch by 10 foot n 6 inch
-
08-13-2009, 05:12 PM #96
Registered
- Join Date
- Nov 2005
- Posts
- 152
With CNC cutting you pierce around 2x as high as your cut hieght to prevent molten metal from blowing back into the torch. On my Powermax45 I pierce 1/4" at .150 height. Originally Posted by finaltheorem47
On the sheet size the table would be a little bigger then the sheet you are cutting. So for 5x10 you would make the cutting area a little bigger then the plate. My next table will be a 5x10 so it will actually have about 61"x121" of travlel. 4x8 is the most common size but 5x10, 4x10, 4x12 and 5x12 is also really common around my area. I hate buying a big sheet and cutting it down to 4x4.
-
08-19-2009, 09:29 PM #97
Member
- Join Date
- Feb 2006
- Posts
- 1260
I built my table 61 X 121 Apx. Hadn't been running anytime till I needed 5' X 12' Wish I had gone with that to start with. Originally Posted by Bigtoy302
If it works.....Don't fix it!
-
11-20-2010, 04:55 AM #98
Registered
- Join Date
- Nov 2005
- Posts
- 152
I got my Powermax65 last week and got around to hooking it up and doing a few test cuts. Cuts are on par with the 45 but I can go a lot faster now. 3/8" and 1/2" are much better with the 65.

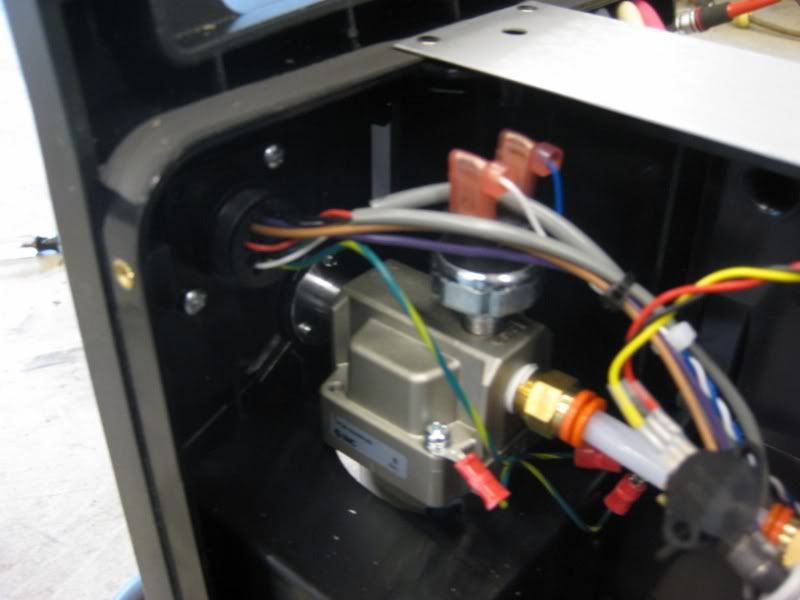
Hooking up the arc volt wires.

I added two pins on the cpc port for the arc volt wires.
Cuts made with 65 amps. 3/16",1/4",3/8" and 1/2". Two sides have no bevel but the other two have a few degrees of bevel.


 Reply With Quote
Reply With QuoteSimilar Threads
-
Newbie - To build or not to build Router/Plasma Table
By dfranks in forum Waterjet General TopicsReplies: 10Last Post: 04-08-2011, 05:16 AM -
New Large Table Build in Houston, TX (Build Log)
By anitel in forum Plasma, EDM / Other similar machine Project LogReplies: 12Last Post: 12-30-2008, 09:45 AM -
Does anyone here build their own table saw?
By starCNC in forum WoodWorking TopicsReplies: 10Last Post: 02-11-2008, 02:29 AM -
nub wants to build cnc table
By monte55 in forum Waterjet General TopicsReplies: 2Last Post: 08-06-2006, 12:39 AM
