



Ok so after going through the parameters and setting everything up and making one changer to the torque saturation setting from 450 to 550, it seems the bogging is gone. Here is a test video of the same doc, woc, feed and RPM..
Tool - 1/2" 3 flute carbide endmill
WOC - 2.5mm(.0985")
DOC - 17mm(.6692")
RPM - 6000
IPT - 0.0056"
IPM - 100
https://youtu.be/QqJal72PLok
Sent from my QTAIR7 using Tapatalk
Results 321 to 340 of 380
-
11-17-2017, 05:00 PM #321
 Registered
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
-
11-17-2017, 05:31 PM #322
Registered
- Join Date
- Jun 2011
- Posts
- 692
Re: Chinese XK7130 a complete experience Review!
It's not synchronous according to that data sheet. I would look into the slip settings as well, that data sheet actually has the info to calculate slip. At 50 Hz, unloaded a 4-pole motor will run at 1500 Hz. Slip is just 1500 - the rated speed. So should be somewhere between 34 and 48 if it's similar to those motors. I'd try changing the torque saturation back and try putting in a value of 30 or so for slip and work up from there. Originally Posted by lcvette
Originally Posted by lcvette

-
11-17-2017, 08:16 PM #323
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
Ok, here is a short video of today's testing of the spindle power. As you can see some of the power is bumped back up but it still bogs in heavier Cuts now which may just be the power curve of the motor. We have a few settings left to change and we benchmark..
https://youtu.be/mfDMQpkqC2c
-
11-21-2017, 01:07 AM #324
Registered
- Join Date
- Sep 2008
- Posts
- 86
Re: Chinese XK7130 a complete experience Review!
0.011" per tooth? That's not messing around
 Looks like fun!
Looks like fun!
-
12-02-2017, 05:31 PM #325
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
for sure!!.. that is a healthy cut for certain, wouldn't hurt to have some more power in the spindle.. considering upgrading the spindle and spindle motor, from 5.5kw to 7.5kw and bumping the speed range up yo 12k rpm and new spindle to handle it. at the time of originally purchase the funds were not available for that upgrade, but maybe in a few months they will be. seeing as we process 90% aluminum it makes a lot of sense. Originally Posted by ebrewste
Sent from my XT1585 using Tapatalk
-
12-03-2017, 06:34 AM #326
Registered
- Join Date
- Sep 2017
- Posts
- 53
Re: Chinese XK7130 a complete experience Review!
Great Thread ! Thanks for all the documentation ... very insightful. Hope you get this Linux CNC thing all sorted as well as much success with your new baby.
All that said .. bro - I need these connectors in my life ... where can I find these ?
-
12-03-2017, 06:38 AM #327
Registered
- Join Date
- Aug 2016
- Posts
- 132
Re: Chinese XK7130 a complete experience Review!
They look like GX16 connectors
-
12-03-2017, 08:49 AM #328
Gold Member



- Join Date
- Feb 2007
- Posts
- 4553
Re: Chinese XK7130 a complete experience Review!
The connector appears to be a GX 25-4
See attached links:
https://www.aliexpress.com/wholesale...rchText=GX25-4
https://www.ebay.com/itm/Aviation-Pl...kAAOSwLmVXEOsX
Jeff...Patience and perseverance have a magical effect before which difficulties disappear and obstacles vanish.
-
12-13-2017, 06:46 PM #329
Registered
- Join Date
- Jul 2016
- Posts
- 62
Re: Chinese XK7130 a complete experience Review!
Did you ever get a chance to check the runout on the BT30 tool hoolders you got from tool tree? I am looking at ordering a set of BT40.
-
12-16-2017, 08:08 PM #330
Member
- Join Date
- Oct 2013
- Posts
- 543
Re: Chinese XK7130 a complete experience Review!
Chris,
I read this entire thread..great job. I'm still not clear on the status of your machine though, is it finished and running? The videos appear to be the other fellows machine..correct. Did I miss something, I know you were a bit stymied on your control system, did you get that sorted out?
Thanks,
Stuart"THE GRIZZ" photo album - https://goo.gl/photos/yLLp61jooprtYzFK7
Youtube - https://www.youtube.com/channel/UCT2lq9obzEnlEu-M56ZzT_A
-
12-17-2017, 03:20 PM #331
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
Stuart, Originally Posted by atomarc
My machine moves around but not finished with the CNC control yet. While I pulled the shop apart for running the wiring and phase converter connections for this machine I have taken the opportunity to run wiring for various other machines around the shop for future upgrades, run a full shop airline system 300 feet with 9 spigots, and add new shelving and organization through out the entire shop. I have a small business that is run by myself so it takes a majority of my time keeping up with that. I also in the interim run my grizzly for making my parts which gets the job done albeit a bit slower than the new machine should be able to do with less intervention. Once everything is wrapped up with the rest of the shop updates which were a matter of convenience during the big machine wiring and pulling the shop apart for wall access, I will return to the control wiring which should not take to much time as I now have everything needed and a finished schematic I built for all the control wire runs!
I will post up some pictures of the shop once it's completed, I'm pleased to say its really taking shape nicely and was a long time coming. I had originally needed to move out of my commercial building into my home shop rather quickly and also out of the apartment we were renting into the house I built, so I didn't get to do some of the things I wanted back then. Now that I had that opportunity it was a no brainer to go ahead and Debbie the time and money to it!
Chris
Sent from my QTAIR7 using Tapatalk
-
02-15-2018, 06:08 AM #332
Registered
- Join Date
- Apr 2014
- Posts
- 345
Re: Chinese XK7130 a complete experience Review!
How’s the machine going these days? Where you able to get Linux cnc working?
-
02-20-2018, 08:04 PM #333
Member
- Join Date
- Aug 2015
- Posts
- 5
Re: Chinese XK7130 a complete experience Review!
Also very interested in how this turns out.
Looking hard at a few different China machines.
-
04-18-2018, 12:18 AM #334
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
I'm back working on it pretty steady right now I've got the front panel all finished and steady working on the back cabinet wiring in the evenings. I made a few changes along the way to a mesa 7i92m/7i76/7i77 combination, I haven't gotten any of that setup yet but here are a few update pictures of the front interface.. Originally Posted by yourout
Attachment 391428Attachment 391430Attachment 391432Attachment 391434Attachment 391436Attachment 391438
Sent from my QTAIR7 using Tapatalk
-
04-21-2018, 07:18 AM #335
Registered
- Join Date
- Aug 2011
- Posts
- 68
Re: Chinese XK7130 a complete experience Review!
Nice! Well done.
-
04-22-2018, 08:28 AM #336
Registered
- Join Date
- Apr 2014
- Posts
- 432
Re: Chinese XK7130 a complete experience Review!
That was what got me too apart from the whole awesome build I find it Inspiring for sure.
-
04-22-2018, 03:51 PM #337
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
Ok, so I've completed the working schematic for the most part with the combination of the 7i76 and 7i77 boards now and have set up my wiring station at the back of the machine. I sent of the PDF to be printed on large format paper to hang up while working to make sure wire runs are easy to follow and double check . Also so in a few weeks/months/years when I've forgotten it all I have a good reference to fall back on..lol
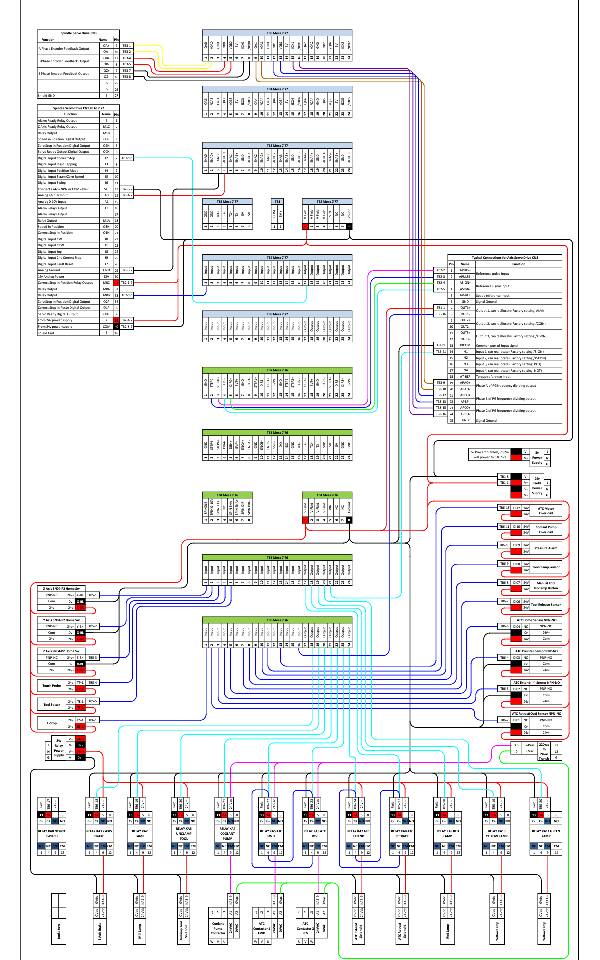
Tapatalk Cloud - Downlaoad File XK7130MainSchematic7i767i77.pdf
-
04-30-2018, 01:04 AM #338
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
New drive cables should arrive tomorrow, took the weekend to work on the flood coolant system.. Did a few upgrades to the sick single line that came on it. Upgraded the hose to 3/4" ID, added a 20 micron filter system with inked and outlet pressure gauges, thanks to NYCCNC for his video on it and BOM from mcmaster.. I upped the filter housing size to the 20 inch to reduce the pressure drop he was seeing hopefully and will report my finding on that once everything is up and running.
Ordered a distribution manifold from mcmaster but it won't arrive until this Wednesday, it will have 4 outlets for 1/4" locline valves and hoses. Sould be enough flood coolant for now I'm hoping.
Here are the progress pictures while waiting for the final drive cables to arrive and finish the last of the wiring!
Thanks!
Chris






Sent from my QTAIR7 using Tapatalk
-
04-30-2018, 05:49 AM #339
Registered
- Join Date
- Aug 2011
- Posts
- 68
Re: Chinese XK7130 a complete experience Review!
Nice!
-
05-05-2018, 06:56 PM #340
Registered
- Join Date
- Aug 2008
- Posts
- 1186
Re: Chinese XK7130 a complete experience Review!
ok quick update!! wiring is complete!! who hoo!! I am just getting my feet wet in linuxcnc, I have with the help of some really great people of the linuxcnc forum and IRC skunkworks, PCW, TomL been successful in fixing my wireless lan and setting up the static IP for the 7i92 card and have flashed the new firmware for the configuration I'm running. now to build a config file for the 5i25 and convert it to a 7i92 config file and see of I can get this thing moving around!! getting closer!!
Chris
Sent from my XT1585 using Tapatalk

 Reply With Quote
Reply With Quote
Similar Threads
-
My Chinese laser experience
By durham79 in forum Laser Engraving / Cutting Machine General TopicsReplies: 3Last Post: 08-28-2015, 04:01 AM -
Ordering a Thunder Laser Mars90 Reci 80 watt - timeline of experience for your review
By 2fast4u66 in forum Laser Engraving / Cutting Machine General TopicsReplies: 18Last Post: 08-18-2015, 04:29 AM -
My Camaster Experience / Review (Cobra 510 ATC)
By Camaster in forum Complaints and Praise DiscussionsReplies: 4Last Post: 06-19-2014, 02:21 AM -
review of chinese rails and bearing blocks from Econvience
By ajwaverider in forum Linear and Rotary MotionReplies: 0Last Post: 03-31-2013, 03:14 AM -
Complete Lack of Experience
By rcazwillis in forum MetalWork DiscussionReplies: 6Last Post: 12-05-2005, 03:48 AM
