



I have been talking with metal spinning companies and understand that it is best to use hot rolled steel for machining the mandrels for spinning multiple 6061 aluminum sheet blanks. I have the profile template cut for the machinist to lathe the mandrels and hope to have them perfected by next February.
I need 12-47" length x 10-1/4" beam (at the widest section) radio control submarine hulls.
I am understanding that the hull should be made from 4 metal spun sections and then butt-welded together to achieve the full length.
The finished minimum wall thickness needs to be no thinner than 3/32".
I plan on hard-anodising the hull in black.
I welcome all and any constructive advice on this subject.
Regards,
John

Thread: 6061 Aluminum Sheet Spinning
Results 1 to 13 of 13
-
11-05-2010, 06:53 AM #1
 Registered
Registered
- Join Date
- Jul 2009
- Posts
- 35
6061 Aluminum Sheet Spinning
-
11-05-2010, 07:39 AM #2
Registered
- Join Date
- Oct 2006
- Posts
- 669
Why butt-weld the sections when the spun parts can be made with a recessed lip to slip and lock together? Then it's only a matter of stacking the sections like cups...
Have them build a sectioned mandrel so this feature is part of the tooling. Any competent spinner can make the parts so that they will fit tightly...and if finish welding is desired for an absolute water-tight hull, a regular seam can be tig-welded and hand-finished before anodizing.
 Originally Posted by sunworksco
Originally Posted by sunworksco

-
11-05-2010, 08:15 AM #3
Registered
- Join Date
- Jul 2009
- Posts
- 35
I agree with you but I have gotten so many different answers on the section joining.
I would rather have your method rather than the butt-welding. It would seem to be much more precise when mating the sections together.
One shop said that they can butt-weld, with no lip needed, another said that they have a tool that creates the recess after the spinning is finished. I think some of these shops are just be-essing their way along.
I have found a very experienced spinner in Sacramento, Ca. that has some very impressive machines and finished samples. He spins stainless-steel domes up to 10FT. in diameter for olive vat covers. He has an outside machinist lathe the mandrels and then he spins some samples and then refines the mandrels to perfection. He tig welds the sections together then polishes the complete hull on the lathe. It is then metal hardened in a kiln after that.
Regards,
John
-
11-05-2010, 08:31 AM #4
Registered
- Join Date
- Oct 2006
- Posts
- 669
It's your product, tell them to build it your way. You might need to keep shopping around for a vendor, but a shop should never tell you how they want to build your product. They might advise you on ways to make it easier or less expensive, they can even tell you what they will and won't do, but they have no business telling you to do it their way. That's not their place, and certainly isn't good business sense.
I'm not a spinner, but I can tell you right now that forming a lip after being removed from the mandrel won't be accurate. The lip has to be part of the mandrel. That neck-down area is the reason why I suggested a sectioned mandrel...they are meant to be disassembled to remove the part.
One of these mini-subs would be hella cool in Titanium...especially with a hardcoat anodizing!
-
11-05-2010, 09:51 AM #5
Registered
- Join Date
- Jul 2009
- Posts
- 35
Wouldn't the sectional mandrel pieces be prohibitively expensive ?
I'm already getting bids of $2,500.00 for the solid piece mandrels.
One thing about the sectional mandrels is that the steel would be less expensive due to the smaller material dimensions, but there would be more cost in machining more mandrel sections.
I thought that titanium could not be welded together. Titanium is heavier than aluminum, too. My first choice would be 304L stainless-steel, but it needs to be hydraulically tooled when spinning. It can be soft soldered, hard silver soldered and can be spun much thinner due to the strength. There is no dissimilar metallurgy, as well.This is a deal-maker for my needs! I may end up finding a spinner in Southern California, because there are many located there in the aerospace and aircraft industry spinning business. The closer you get to the Mexican border, the less expensive the labor becomes.
It might be less expensive to machine the hull out of silver!
Aluminum is more user friendly.
Regards,
John
-
11-06-2010, 09:07 AM #6
Registered
- Join Date
- Oct 2006
- Posts
- 669
If you can draft in Solidworks or any other 3D CAD system, you can design your own sectional mandrel. It's like a symmetrical puzzle with asymmetrical pieces. Design for ease of assembly and disassembly, as well as manufacture.
There is no need for steel mandrels unless you are setting up for long-term production. Maple is fine, like what you see in butcher block tops. Yes, wood. Millions of spun aluminum products have been made on wooden forms.
For $2500 you can buy a nice wood lathe, spinning tools, make your own forms and spin your own product...there is absolutely no need for tooling to cost that much. Especially since the steel form would be cut on a manual lathe or CNC lathe. The various mandrels for your body sections, nose and tail sections could be ran in half a day on a manual machine. At $100/hr for the going shop rate, that's still only $400 for machine time without materials. Somethings smells fishy about these quotes...
Titanium IS heavier than aluminum. Stainless is heavier than titanium. It's all relative.
Titanium can be welded quite nicely with tig, as can stainless. Brazing is really only handy when you can utilize a furnace to achieve solid fits with minimal flux usage.
Stainless can be spun using manual tools, though it requires ALOT of annealing and pickling to achieve a final product.
Originally Posted by sunworksco
-
11-06-2010, 04:57 PM #7
Registered
- Join Date
- Jul 2009
- Posts
- 35
I am making too many spun hulls for wooden mandrel use.
I would rather use stainless-steel.Is the stainless-steel pickled to get the iron out ?
Regards,
John
-
11-07-2010, 02:12 AM #8
Registered
- Join Date
- Oct 2006
- Posts
- 669
How many hulls are you making?
The pickling is done to remove all carbon from the surface of the metal after being flame-annealed.
If you could remove all the iron from stainless steel, you would be left with nickel, carbon, chromium, molybdenum, aluminum and other materials of decreasing weight...
I'm afraid you're coming from a position of not knowing much about materials and processes, that's why these companies are giving you the run around and/or giving you obscene quotes.
I highly suggest educating yourself as much as possible about what goes INTO your product to avoid price gouging and technical jargon overload.
In other words...don't be baffled by bull$h!t
-
11-07-2010, 03:16 AM #9
Registered
- Join Date
- Jul 2009
- Posts
- 35
Yeah! I meant to say carbon. I know it has to be electrically passivated in an acid vat. I deal with lots of stainless-steel. That is why it is my best choice. Can the hull be tempered in a kiln ?
I'm producing 12-24 hulls.
I agree with you about the bull fertilizer. That is why I am looking elsewhere.
Regards,
John
-
11-07-2010, 03:41 AM #10
Registered
- Join Date
- Jun 2005
- Posts
- 138
Ummm - Why don't you just get the sheet metal rolled into the various conic and cylindrical shapes, then weld them together? Roll-forming is a LOT cheaper than spin-forming, and doesn't need any special mandrel. Unless you're talking about just spin-forming the nose of the sub, I don't see the need for any of that expense.
-
11-07-2010, 04:12 AM #11
Registered
- Join Date
- Jul 2009
- Posts
- 35
The 3D cad drawing is incorrect. The sheets are installed on the circular ribs bow to stern not circular. The shape would not be symmetrical. Believe me. I have been designing the build for 2 years. Spinning would take a lot less labor. Even if I made long tapered sheets for the hull, it would be a crazy job to hand form the radii !
I could machine a steel buck to form the multiple sheets to assemble the hull then laser cut the perimeters to an exact pattern on a 5-axis laser cutting machine.
Regards,
John
-
11-07-2010, 04:41 AM #12
Registered
- Join Date
- Oct 2006
- Posts
- 669
How big are these sections?
-
11-07-2010, 05:04 AM #13
Registered
- Join Date
- Jul 2009
- Posts
- 35
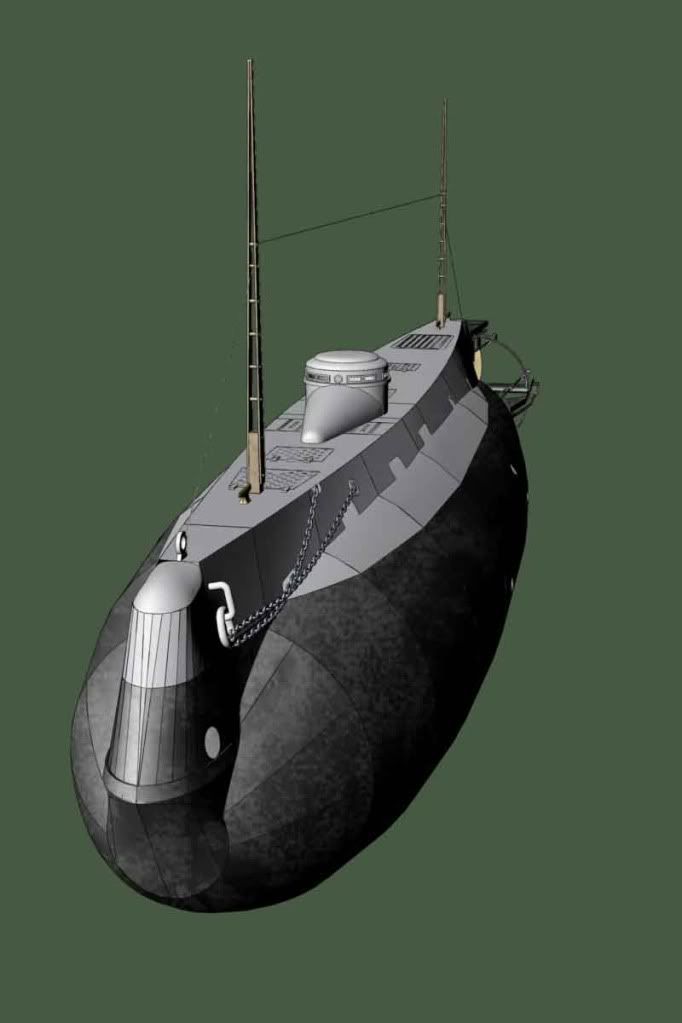
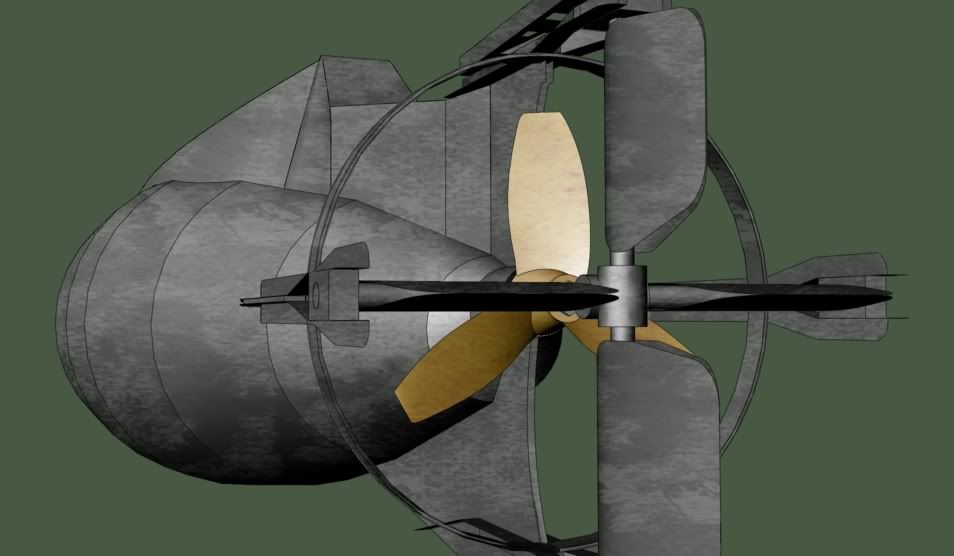
Here are some pictures.
The hull is 47" length and the widest beam is 10.25".
The full scale submarine is 53'-10" length.
Regards,
John


 Reply With Quote
Reply With QuoteSimilar Threads
-
Bending 6061 Aluminum Sheet
By Cartierusm in forum Bending, Forging, Extrusion...Replies: 2Last Post: 08-17-2012, 05:16 PM -
drilling 6061 aluminum
By cuz1007 in forum G-Code ProgramingReplies: 4Last Post: 05-20-2009, 12:22 AM -
Spinning aluminum parts on a mini lathe?
By skypilot_one in forum Mini LatheReplies: 5Last Post: 12-04-2007, 09:13 PM -
Help - Cutting Aluminum 6061
By dfranks in forum DIY CNC Router Table MachinesReplies: 50Last Post: 11-18-2005, 10:32 PM -
Turning Aluminum 6061-T6
By Machine1 in forum Hard / High Speed MachiningReplies: 3Last Post: 09-11-2003, 06:04 PM
