



I figured I would go ahead and start a build thread.
I recently purchased a gently used Compact 5 CNC that was at a tech school. The machine appears to have seen little use and I discovered why: The push buttons and switches appear to have corrosion on the contacts over years of no use, so trying to use it, let alone program it, would be very difficult.
Link to current pictures of lathe: EMCO Compact 5 CNC Lathe
The machine has a lot of dust and a bit of surface rust, nothing that can't be cleaned up easily. Taking of the rear cover was a shock: You could eat out of it:
The overall goal of this upgrade is to make this as user friendly as possible. I am not a practicing machinist but I understand the concepts involved. Plus where I work, I have a few seasoned veterans that are willing to guide me into my new endeavor learning G-Code and machining principles.
Before purchasing the lathe, I had been doing a lot of reading. Between here, the EMC web site, Artsoft, Hobbycnc, and CNC4PC I've learned a lot.
So here's a breakdown of what I want to accomplish:
- Replace existing steppers with newer steppers that are a bit more powerful. It appears the current NEMA 23 steppers are 60 oz, 9v and about 2 amps. I have some 100oz steppers that I picked up for a song that I should be getting any day now.
- Completely bypass existing electronics to be able to use a stand alone dedicated pc to run the lathe.
- Clean and paint lathe to make it more presentable.
- As it did not come with any tooling, I am exploring QC tool change posts from Little Machine Shop in probably the AXA size. Still unsure exactly what will fit though. Maybe this Quick Change Tool Post Set by A2Z CNC
- Would love to find an automatic tool changer to use.
- Mach3 or EMC2 - Big decision there.
So far Here's where I am leaning for electronics:
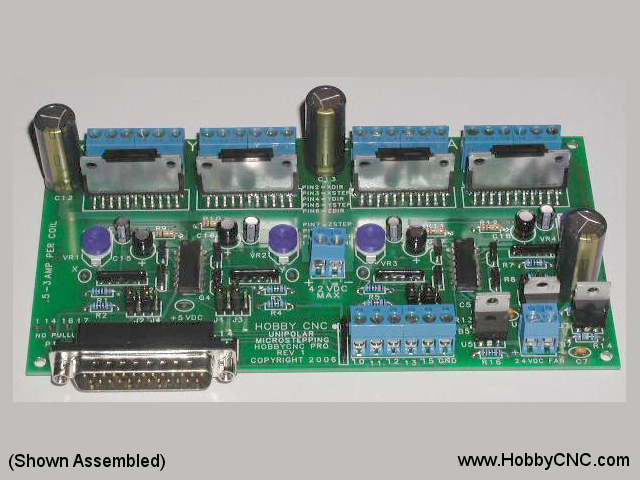
- Per Arturo's suggestions at CNC4PC I will be using a HobbyCNC PRO Chopper Driver Board Kit
- probably a C11 - Multifunction CNC Board
- A C3 - Index Pulse Card for spindle speed control.
- Try to utilize existing power supply for stepper power if at all possible.
So, as you can see I think from the conversion aspect I almost have all of my ducks in a row. Currently the only thing that a bit blurry will be the spindle speed/direction control.
As I side note: I was going to post the build over in the Yahoo group for this lathe, but since you have to join the group and search engines don't search the group, posting here will get more exposure and hopefully help more people out.
I also take constructive criticism pretty well so if you see a direction that I should be looking into, post up.
Thanks
Results 1 to 17 of 17
-
07-20-2010, 03:53 PM #1
 Registered
Registered

- Join Date
- Jun 2008
- Posts
- 12
 Build Thread: Upgrading EMCO Compact 5 CNC to current technology
Chris
Build Thread: Upgrading EMCO Compact 5 CNC to current technology
Chris
-
07-20-2010, 07:31 PM #2
Registered
- Join Date
- Jun 2008
- Posts
- 12
I went ahead and ordered the HobbyCNC Pro Chopper board today:
I should be receiving my 100oz steppers and the driver board about the same time.
I found a really nice pdf download on Gecko's web site that talks about steppers and the various configurations, torque vs. speed, and power supply design and requirements. Quite a good read:
Stepper Motor Basics Guide.
Plus there are a lot of other interesting white sheets on there as well:
Application Notes and ManualsChris
-
07-20-2010, 07:46 PM #3
Registered
- Join Date
- Jul 2003
- Posts
- 1754
Looks like your spindle encoder is a+z? (single channel encoder plus Index)? Looks to be about 200ppr?
http://picasaweb.google.com/cmuncy/E...40045475520578
With emc - you could use both channels to get very accurate threading. (instead of just the index pulse once per rev)
If you added another channel (a,b,z) you could do rigid tapping - (if you can reverse the spindle though the cnc)
sam
-
07-20-2010, 07:53 PM #4
Registered
- Join Date
- Jun 2008
- Posts
- 12
That would be the ultimate goal sam. I didn't count but I would guess that it is 200 indexes plus the one notch. I should have enough I/O to get the signals back into EMC or Mach3 whichever I decide.
All of the tech is there, making it work is the fun part. (chair)Chris
-
07-22-2010, 03:34 PM #5
Registered
- Join Date
- Jun 2008
- Posts
- 12
Just ordered a C11 breakout board from CNC4PC today. Now all I need to do is build a power supply or use the existing EMCO power supply and I should be able to get this thing spinning under pc control in a few weeks.
Chris
-
07-25-2010, 05:22 AM #6
Registered
- Join Date
- Jun 2008
- Posts
- 12
w00t!
Got my C11 board from CNC4PC today! I need to see if Fry's carries any bridge rectifiers. If not, time to go to Electronic Parts Outlet down in the Galleria next week.
Other than the power supply, I need some sheet metal to and stand offs to mount the 2 circuit boards to. Timing could not have been better on the delivery of these.Chris
-
09-07-2010, 07:22 PM #7
Registered
- Join Date
- Jul 2004
- Posts
- 35
How's the retrofit coming? Any more details?
-
09-07-2010, 07:36 PM #8
Registered
- Join Date
- Jun 2008
- Posts
- 12
Not as much as I would have hoped.
My HobbyCNC board is built and tested.
I have all of the parts for the power supply.
I have a pc all set and ready to run both Mach3 and EMC2 depending on what I like better.
Now I need some free time.
I am still needing a tool post holder and some tools to go with it. So if someone knows of a good off-the-shelf tool post for this lathe that would be great.
Thanks for asking about the status.Chris
-
09-08-2010, 02:12 AM #9
Registered
- Join Date
- Jul 2004
- Posts
- 35
I'm looking to do the same thing real soon. What are your plans for the spindle motor?
-
09-08-2010, 01:53 PM #10
Registered
- Join Date
- Jun 2008
- Posts
- 12
Spindle motor will remain for now. It has plenty of power for the size machine that it is.
I have thought about getting some sort of vfd for doing constant surface speed machining but that's lower on the list of things to do.Chris
-
09-19-2010, 10:54 PM #11
Registered
- Join Date
- Dec 2009
- Posts
- 521
Emco CNC5 conversion
Do you have the DC spindle motor and how do you plan on running it? Originally Posted by KnacK
Originally Posted by KnacK

Do you have any old CNC5 control parts leftover?
PM me if you do.
Thanks
Marty
-
09-27-2010, 04:00 PM #12
Registered
- Join Date
- Sep 2007
- Posts
- 1
I am looking to do the same thing with a EMCO Compact 5. I would like to ask you a few questions if you don"t mind?
As the machine is built (before conversion) by EMCO can it use G-code?
In the conversion do you control the speed of the spindle as "on and off" in the program and manually set the rpm outside the program?
Is that a tape reader on the panel?
Do the motors use standard screw hole locations? Can another motor be placed in the existing mounts?
You can pick up a EMCO Compact 5 tool changer on Ebay for about $250. It seems they rotate so many degrees and then go back a few degrees and lock in, just like a 4th axis.
Mike
-
09-27-2010, 04:41 PM #13
Benutzer
- Join Date
- Jan 2007
- Posts
- 78
I have a Compact5 CNC too.
http://mraven.com/Emco%205%20CNC/Emc...c%20lathe.html
It uses G-code.
There is a program called MFI or Mike's interface in that you can load your code (generated by the old Emco DOS program, check or edit it and send it to the machine (still in original form)
I have put on two new steppermotors, NEMA23 with a 6.35 millimeter axis.
They fit in the original holes and you can use the toothed wheel and belt.
Operating through Mach3 and a simple Chinese driver PCB.
I leave the original spindle motor for the time being and switch it on by hand.
It is indeed a tape reader on the front panel, mine does not work.
The tool changer operates on +10Volts forward motion and backwards/hold on +4Volts.
I control it with the blue FWD button and a digit 1 for moving one position, 2 for two positions etc. up to six.
You will need to have installed the DNC interface to respond to the FWD button.
Jos
Holland
Originally Posted by mrmeng
-
09-27-2010, 06:21 PM #14
Registered
- Join Date
- Mar 2004
- Posts
- 1306
Why did you choose 100 ozin motors? High speed Keling 387 ozin motors only cost about $40 and would give you much faster rapids, assuming the drivers match them.
Regards,
Mark
-
12-15-2010, 11:27 AM #15
Registered
- Join Date
- May 2008
- Posts
- 18
Hi Chris, just found your build thread and i'd say if your going to retrofit a cnc5 that would be the one to do, early machine.Keep your DC spindle motor if possible ,its a great unit.If you hav'nt already you'll want to check and or polish the ball screws on it,i use an old shoe lace and some mothers mag polish followed by some acetone,do not oil the screws or acetone the ball nuts.Oil will capture chips and chips will enter the ball nut,no wipers on these,....not a fun day but if it happens you'll have to remove the screw while not allowing the nut to get anywhere near the end of the screw,if it comes off the balls come out and your SCREWED,put a zip tie,wax or something on the end of the screw to prevent this, now you can spend the afternoon working the nut back and forth cleaning chips off the threads as they come out until its smooth again...told ya..not a fun day .As far as steppers go i think 100oz will be more than enough, im still using the....25 year old..."weak" factory steppers,same as yours, on my f1 mill and i cut mild steel everyday and sometimes o1 tool steel and 304 stainless with no apparent loss of steps and it stays in spec all day.Hmmm...since there are so many of these machines still in service...ya think Emco knew what they were doing?My F1 was used in its "adult life" in a busy machine shop cutting cast iron pump parts all day if that tells you anything,of course these guys took correct care of it,sharp tools,skill,lube etc,(Mobil Vactra 2 reccomened).My thinking is really fast rapids do nothing in the home shop but wear your ballscrews etc. prematurely,these are rolled not precision ground and quite small,if something is going to break or "give" you want it to be the stepper,they're cheap compared to the ballscrew which is unobtainium..They'll last forever if taken care of and not overstressed or "whipped" by insane rapids.You'll be suprised how much work these machines are capable of with sharp tools and correct feeds and speeds and i'd reccomend insert tooling if you hav'nt looked yet, i've found tialn coatings to be the best on hard stuff, cuts stainless like butter with no flood needed, i just vacumn chips behind it.Although i've used the gold Tin coatings with success on the lathe and mill the variable helix endmills with Tialn coatings,a dark gray color coating, from Maritool turned the f1 mill into a monster,you truly do get what you pay for sometimes and you'll find a sharp cutting tool is THE most important part,without it your lathe is a hammer.Best of luck with your refit,let us know how it goes,Kevin
-
12-16-2010, 03:49 AM #16
Registered
- Join Date
- Jun 2008
- Posts
- 12
Good evening Kevin,
Good points about the screws. Fortunately where I bought mine from it was kept in very good condition.
Unfortunately I have had other projects in front of it so it stands idle. The only thing I am lacking is building a power supply for the new BOB, driver board, and servos.
I'm hoping that after a buildout in the Man Cave(tm) to give me a dedicated metal working area, things will start to progress.Chris
-
12-16-2010, 06:32 AM #17
Registered
- Join Date
- May 2008
- Posts
- 18
Chris check out the Machmotion web site for a power supply,they sell a 24v
10w unit for $25.00 that might work for you, part num. MDR-10-24 .
It does take time to get this stuff working but its well worth it ,i just today saw the tables and spindle move on an Emco F1P production mill with the M1 Tronic control i've been restoring for the last couple years off and on.Bought it dead but all there,it needed alot of hard to find stuff but its really clean and nice,the mill looks like new.Should be a beast, the F1P and Compact 6 lathes have precision ground 12mm ballscrews with wipers as some have coolant pumps,closed loop 5 phase steppers with .0001 resolution,bigger Baumuller spindle motors which i think are 2hp. Cant wait to make some chips fly with this one, just have to climb the programming tree again....jeeez.Kevin



 Reply With Quote
Reply With QuoteSimilar Threads
-
emco compact 5
By h_2_o in forum Mini LatheReplies: 4Last Post: 01-14-2015, 12:56 AM -
Emco Compact 5 PC...have ????
By Double G in forum Mini LatheReplies: 42Last Post: 08-23-2010, 12:26 AM -
EMCO Compact 5
By helfriwj in forum Mini LatheReplies: 2Last Post: 04-11-2008, 02:33 AM -
EMCO Compact 5
By helfriwj in forum Mini LatheReplies: 3Last Post: 02-12-2008, 05:34 PM -
EMCO Compact 5 cnc help
By Bohdan2 in forum Uncategorised MetalWorking MachinesReplies: 3Last Post: 02-06-2004, 09:02 PM
