





Jlm, yes I have the exact same problem.
I notice it most when the Z axis changes direction the Quill definitely moves in its casting as the offset load of the ball screw is reversed.
I can actually see the tool tip move.
There are a number of issues here, I’m not yet sure how to resolve them.
On the pulley end of the quill there is the belt tension pulling the quill to the back left- then there is the cutting forces and finally the offset load of the Z axis. The first force is consistent, the second multi directional including up and down, and the last in two opposing directions.
My initial solution was to add grub screws to the quill casting.
Hopefully you can see them in this picture, 4 stainless grub screws and nuts sitting in threaded holes with counter bores. I used some delrin slippers on the ends of the grubs so they didn’t mar the quill body.
Here is a view with the casting on its own. You can see the holes to the left side of the casting so the grub screws will push the quill towards the right (and towards its right keyway). They work in the same direction as the Z axis clamp handle.
I made a simple jig to help me drill. Just two steel bars with holes drilled in them and plugs for either end of the quill. Obviously I’ve left out the bolts
I connected the parts together with in this sketch, but you get the idea. I could then drill the holes by hand.
Then I stripped the jig away and finished the holes with a counter bore drill.
This project was not entirely successful for a number of reasons.
Because the quill travel is pretty long the top edge of the quill drops a long way in the casting.
This means the top grub screw cannot be as far up as I would have liked (above the bottom one) otherwise it would be uncovered by the top of the quill passing it as it travels to its lowest extent.
Whilst they do have a beneficial effect, the quill still moves because of that belt load at the top of the quill pulling the quill to the rear left is difficult to offset right down at the other end of the quill.
I have seen several alternatives to this approach, such as cutting the lower end of the quill casting with a disc cutter then putting a big saddle around the bottom of the quill to close up the casting. Initially this seems great till you realise that the shape of the quill is not going to stay round and the bearing points will be point contacts.
At present my “solution” is to put a bearing around that top pulley and put a bracket back to the casting. Perhaps I’ll use a gas strut- but the idea is to counter the belt tension forces and stabilize the very top of the quill. This then leaves the grub screws able to stabilize the bottom of the quill satisfactorily. Lastly, I want to put an extra Z axis ball screw (opposite to the first but on either side) so that the Z axis forces are on axis with the quill rather than offset.
Hopefully this shows the extra axis well enough for you to see what I mean.
It’s quite a bit of work, and I’m not really sure it is totally necessary, one of these upgrades on its own might be enough.
What I did notice jlm when I stripped the casting down was that the Z axis clamp bolt is not a good fit to the quill.
The clamping forces are concentrated on two points- I don’t think tightening it a bit when milling is entirely a good idea (I do it too so it’s not a criticism- I just want you to wince when you do it just like I do ;-).
I think if you are going to clamp while moving the Z axis an improvement to the clamp bolt is in order – perhaps a floating brass slipper to make a good “large area” contact that will both clamp when you bear down on it but also provide support when it is just nipped up a little- include in a nylon ring to the clamp nut and the whole thing can be prevented from working loose. One of the obvious things in this regard that I never thought about is to put a spacer under the clamping handle so that you can set where it starts to nip the assembly tight- set the handle so gravity keeps it tight rather than trying to undo it. Simple, but that works too.
One reflection I would end with. I have made several things using 3d machining and they are not rubbish. There are steps in them but I was able to buff them out. The machine is useable. This is an upgrade to make it better.
Someone must have some better ideas on here.
SMALL…. You’re the go-to guy when it comes to good ideas. What do you think?
This feels like a 100 watt problem and I’m a 60 watt kind a guy.
Results 1 to 18 of 18
Hybrid View
-
10-05-2014, 09:11 AM #1
 Registered
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Table mounted Chuck Gang for turning.
-
10-05-2014, 03:32 PM #2
Registered
- Join Date
- Jan 2008
- Posts
- 458
Re: Table mounted Chuck Gang for turning.
Guys,
I've had 3 Shoptask/Shopmaster machines- my first one was the old white 17-20 from 1994. That model had a saw cut in the casting with a couple ears for a pinch bolt, so to lock the quill you just tightened the handle and it squeezed the casting around the quill. By replacing the handle with a bolt, you could actually tighten up the clearance by carefully tightening the bolt to a point just before it clamped solid. On the new machines you can do a similar thing by replacing the handle with a stud and self locking nut for better control, and the nut won't work loose. However you need to remove the lock pieces and cut the arc with a boring head to match the diameter of the quill- this gives you a full contact around the quill.
Your belt tension should not be causing any quill rock, as the pulley rides on that ball bearing which is attached to the casting, and the belt tension should not be able to deflect the pulley and the spindle shaft- I would double check all that fit and the bearing first.
I think Julian's dual ball screw design will probably solve the whole thing by eliminating the one sided force on the quill. I would go with a larger ball screw- A 20 MM like the X, Y axes and also consider putting the ball nut up near the pulley where you could use a smaller pulley to get the ball screw in closer to the casting. You could maintain the same ratio by changing from 21-42 pulleys to an 18-36 set.
On a more extreme note, you can find linear bearing sets pretty cheap on e-bay, and if you found a set of 4 with 30 mm diameter shafts, you could replace the 4 lift bars with linear bearings and just use the mill head as your Z axis and use the quill for fine adjustments, then lock it down solid. I'm guessing that by changing the stock lift bars with linear bearings and the lift screw with a ball screw, you could achieve about the same max IPM with the mill head as you are getting with the quill.
-
10-05-2014, 06:18 PM #3
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Table mounted Chuck Gang for turning.
Your belt tension should not be causing any quill rock, as the pulley rides on that ball bearing which is attached to the casting, and the belt tension should not be able to deflect the pulley and the spindle shaft- I would double check all that fit and the bearing first.
You are absolutely right Small, the belt tension should not affect it, this was a thoughtless thing for me to suggest.
I told you I'm a 60 watt bloke!.
I quite like the bridge idea though I notice I get some backlash on it- I probably need to choose a gas strut that is too strong or too weak as at present the friction at the tail end is clearly enough to create enough drag to make backlash. Also I use the bridge locked at one end to tram the mill. This would have to be shimmed out.
Otherwise I think it has lots of promise.
-
10-06-2014, 12:40 PM #4
Registered
- Join Date
- Jan 2008
- Posts
- 458
Re: Table mounted Chuck Gang for turning.
Julian,
I suggest you tram your head with all the locks loose. Also your grub screw idea could work on the mill head casting by putting the grub screws against the 4 columns to reduce any droop in the heavy mill head assembly if you want to stick with the original setup.
-
10-06-2014, 02:38 PM #5
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Table mounted Chuck Gang for turning.
When I tram the mill I bring the bridge UP to the position I want, then I use the lock at the tailstock end to fix the bridge.
I then move the headstock end of the bridge up about 4mm- the lock prevents the tailstock end from moving.
This brings the set up very close to parallel- usually just a bit of adjustment and I'm on target.
Perhaps I should shim under the plate that mounts the bottom of the quadra-lift pillars so that it is pretty close to start with.
This preload may be as a result of the gas strut I have at the tailstock end, without it the tailstock end may have the 4mm of sag (I'll call it sag ...not droop! In the UK droop is a term for.... well, it means..... ummm.... its a slang word for...... uhhhh...... you'd take a little blue pill to stop it .....if you know what I mean) from gravity- putting it close to parallel.
My gas strut ....is like a little blue pill for the bridge. The bridge is too..... perky.
-
10-23-2014, 03:18 PM #6
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Table mounted Chuck Gang for turning.
I made the mount bar from a chunk of 40mm x 40mm steel held in a vise.
I machined the T slot keyway along the bottom then the screw holes and their counter-bores, finally I put the chamfer cuts along the edges.

I finished off the first ops with a bit of jeweling of the surface to hold some protective oil and also to make it less easy to mark- or make marks less obvious.

Next tasks are to make some T nuts, drill and ream the arbour holes then cut the pinch slots.
-
10-25-2014, 08:33 PM #7
Registered
- Join Date
- Aug 2013
- Posts
- 55
Re: Table mounted Chuck Gang for turning.
I simply bolted the assembly together and using a drill in the lathe chuck I drilled to 12.5mm then finally reamed to 12.7mm to take the chuck arbours.
For the end pinch slots I used a 75mm diameter slitting saw- however it was not so easy for the middle slots.
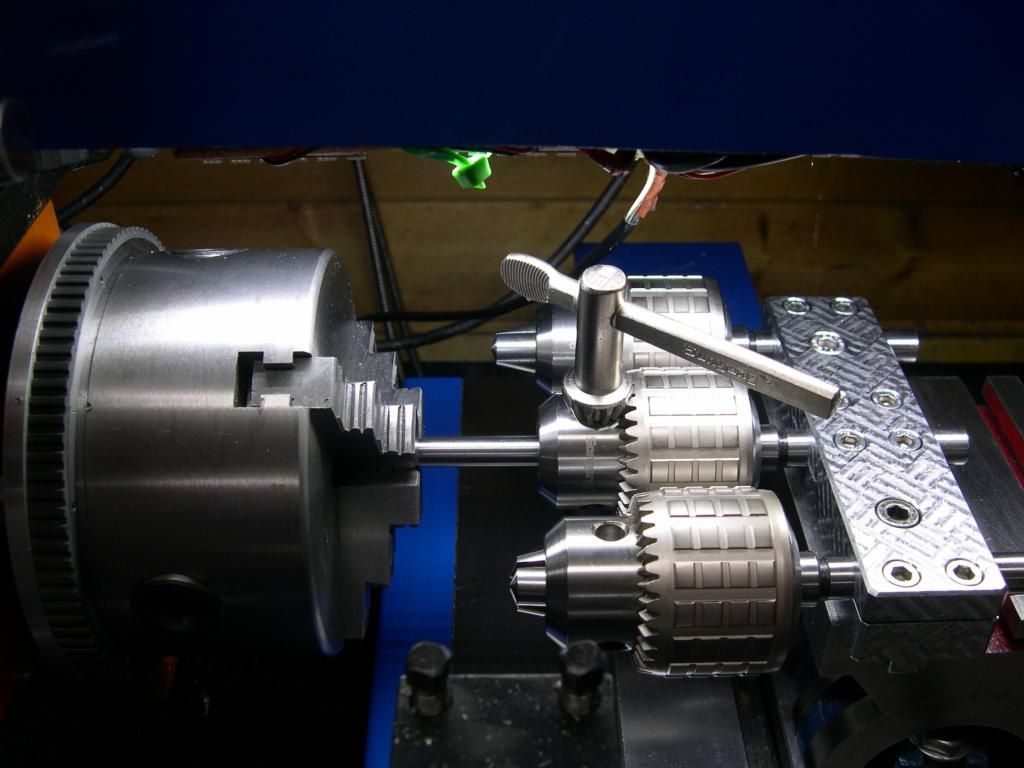
To cut the pinch slots either side of the middle hole required a little .....unconventional machining.
Here you see a hacksaw set between the chuck and the tailstock- I moved the table back and forth in the X and slowly cut the slots.

In the picture below you can see how I set the chuck gang into position on the bed: with a 10mm diameter drill blank in the lathe chuck, I wind it into the centre drill chuck then tighten it with a chuck key and that pulls the assembly square; finally I tighten the base bolts to hold it all in position.
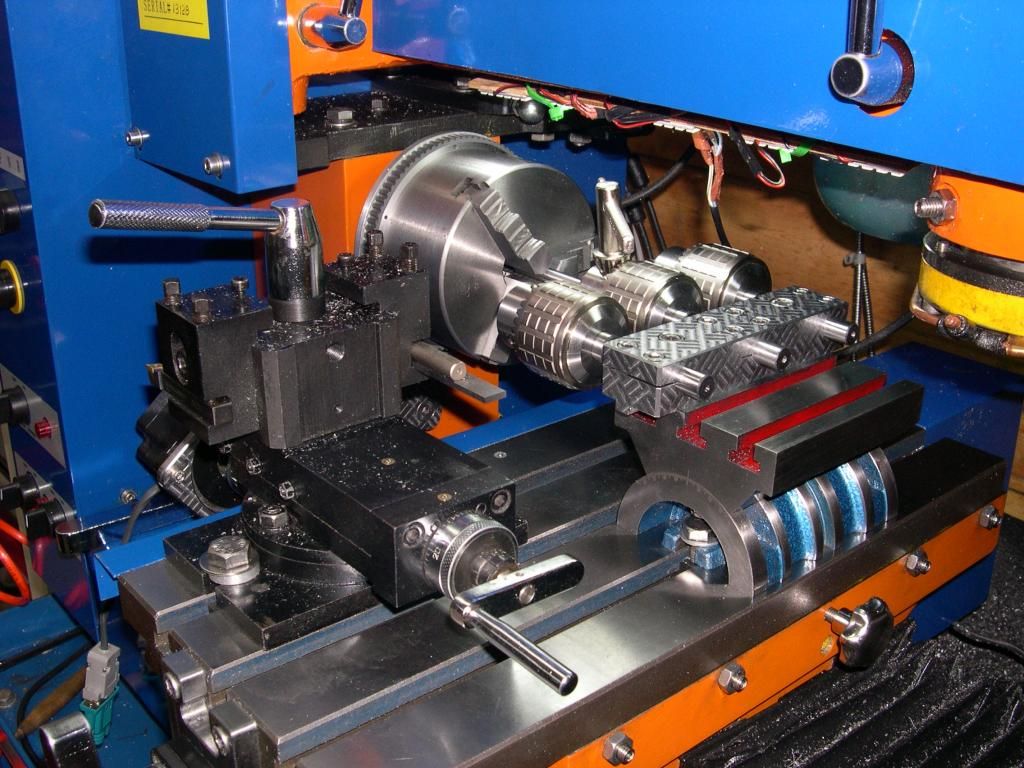
Here is the finished chuck gang in place on the machine.
At last I can spot drill, drill and ream without changing the set-up.





 Reply With Quote
Reply With Quote




Similar Threads
-
Table mounted enclosure
By Beezle in forum Tormach Personal CNC MillReplies: 1Last Post: 10-09-2013, 04:13 PM -
Power Draw Bar and Table Mounted Rack Tool Changer?
By David Bord in forum Tormach Personal CNC MillReplies: 5Last Post: 08-12-2010, 03:16 PM -
success! big piece mounted and turning!
By pmurdock in forum Haas LathesReplies: 0Last Post: 08-25-2009, 12:46 AM -
Vertical mounted router table?
By 307startup in forum DIY CNC Router Table MachinesReplies: 15Last Post: 02-09-2007, 04:37 AM -
HF 8x12 MOD (Stud mounted chuck.)
By Dan S in forum Mini LatheReplies: 7Last Post: 04-18-2006, 06:16 PM
