



Things that are hated should be automated!Originally Posted by Skyfire

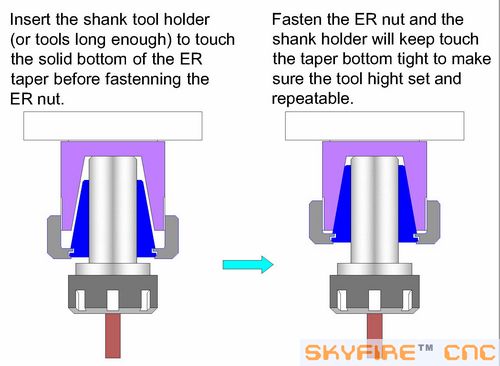
Honestly I wouldn't get too wrapped up in worrying about alternative tapers and spindles. This by definition is a small mill competing at the low end. ER may not be perfect, no taper is, but we don't need to dwell on making the mill unaffordable. Save quick change spindle tapers for your larger machines.So I had thought: Does my ER spindle can repeat the tool height each time load it? I observed my ER spindle taper and found the bottom of the taper is solid, no hole inside. So I guessed if we insert the tool( or a shank tool holder) to touch the bottom of the ER taper, and suppose the tool will not separate from the soild bottom, then the tool height will be just the same every time you install it.
Maybe, I have nothing against ISO20 or any other taper for that matter, I just think trying to put a tool changer on this machine would require far to much redesign to do it right. Plus I see the real way to solve this problem is to offer a probe to let the machine set tool length after each change. For the people that really need to do a lot of tool changes the probe isn't an objectionable additional expense.I imagined the ER nut fastenning process. The ER collet will move inside the tapper when fastenning the nut. So the friction force between the collet and tool(shank holder) will keep it touching the bottom of the taper, and should even tighter. Then, the tool height is definately repeated.
I did this test many times today and found it's ture. tool(shank holder) will not break away from the bottom of the taper and tool height is completely reptead-- very easy and fast thing to do. When any other solution like ISO20 or something will have to cost much more money and lose more Z traveling distance, I think my method is the best way to solve the tool height reset proble.
Seems redundant.I draw a simple briefing drawing to show the method--quite simple to understand. So... I guess no much problem for SVM-0 tool changging now except you have to keep the ER nut spannersKeep some cheap shank tool holders with tools installed like handlewanker does and record their tool height in a table. no more tool hight reset now.
Ok...I think we get "QTC" now----just need you use spanner quickly.
I agree 100%. I would expect that a complete redesign would be required. The additional expense would force the machine to compete against larger machines which of course doesn't make sense.
BTW: Frankly, I didn't think about ATC for SVM-0. I think it's not valuable to the mini type CNC.
Yep! No sense in blow out the price for something that likely wouldn't work well anyways.I prefer to make SVM-0 rigid, accurate and multi-functional for most personal users who want a powerful and economic desktop CNC. ATC is some luxurious for SVM-0. Let's leave it to SVM-1/2.
Results 361 to 380 of 3662
-
09-22-2013, 06:58 AM #361
 Gold Member
Gold Member
- Join Date
- May 2005
- Posts
- 3920
-
09-22-2013, 02:48 PM #362
Registered
- Join Date
- Jan 2008
- Posts
- 1538
Skyfire,
Are there any lifting points on the castings? How are hobby users going to move the machine?
I'll revise the articles a bit more. If there is anything more you want to show or details or corrections, let me know.7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
09-22-2013, 05:07 PM #363
Registered

- Join Date
- Jul 2011
- Posts
- 441
Hi pipping88. I didn't arrang lifting holes on the machine body. I plan to use 4 lifting ring nuts on the four mounting feet. So we can lift the machine easy and no destroy to the machine body. Originally Posted by pippin88
I will keep looking to your articles. So far I think they are very good! I will let you if I have words to say.. Any material you need can let me know too! cheers~www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-22-2013, 05:17 PM #364
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi wizard, so nice to meet you here again!
I agree to your points completely. From commercial aspect, I must control the cost carefully and consider most common needs to make SVM-0 valuable. Special Needs can be satisfied too under current structure.
I agree that with a tool setter it's not too bad to change tools. The really headache thing is that when you try to reset the tool height without a setter, you really don't know if you reset it right.") www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-22-2013, 06:59 PM #365
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi, I quite agree that ISO 20 for the SVM-0 would raise problems.
Firstly we would need a spindle bored for ISO 20 and bored right through for a drawbar with retention knob holding capability.
We also need a drawbar with the retention knob gripper, which, if not off the shelf, must be custom made.
Lastly, as the sole purpose of having ISO 20 is to have QCT capability, you would also need a power activated drawbar in the design to have a QCT capability........the cost in that area alone would increase the cost compared to a spindle with just ER32 by a factor of X 10 at the least.
I can state, after much thought, that ISO 20 is not a viable option for the SVM-0 mainly due to the cost factor......but........ an R8 derivative would not be too big an earth shattering design shift from the ER32 spindle end holding device........that is if the spindle were to be supplied with the end bored for a suitable alternative to both ER32 and R8, then it is both economically viable and at the same time simple in concept.
If the spindle can be supplied simply bored to take the Deckel collet, (which is a mini R8 in shape), and drilled through for a drawbar, you can have QCT without any drama.
The collets are available off the shelf, so this would solve the problem of tool changing and only a few collets are needed to cover the tool shanks commonly used on end mills and slot drills etc
For drills up to 8mm a couple of keyless drill chucks or a set of ER11 collets and chucks would cover most needs for drilling etc.
In this mode, you can either have a manual tool change by using a series of collets for the cutter range, which is the same as changing tools with the ER 32 spindle nose, or fit a power drawbar and have QCT......power drawbars are not all that hard to make, even for DIY.
It's impossible to make a power drawbar set-up with an ER32 spindle nose.
There is another plus factor too.......you will gain more height beneath the tool with a flush mounted Deckel type collet in the spindle end retained with a drawbar than if the spindle is ER32.
I agree also that having an ER32 spindle end and fitting a series of parallel shank ER32 chucks for tool changing would lose some height and possibly lead to some run out.
What do you think Skyfire, can the spindle be supplied economically bored for a Deckle collet instead of having the ER32 end......it's only a hole with a taper at the bottom end and I have two sets of Deckel collets already in metric and Imperial.
For this solution a lot would depend on the actual spindle shaft diam inside the lower bearing inner race to allow the Deckel collet to be fitted.
BTW, the Deckel collets have a body diam of 20mm and the cutter holding range goes from .5mm up to 18mm.
Ian.
-
09-23-2013, 04:28 PM #366
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi, I considered the tool changging convenience issue on your opinions today and I have several comments here: Originally Posted by handlewanker
a. The rigidity, cutting stability and accuracy were the main factors to SVM-0. And obviously the column height is the key item to them. As we don't want the head too high when cutting, The current design make the tool stick out below the head as short as possible. Firstly, It means more stablity; and then smaller diameter run-out. And, of course, tool chucks are saved also with ER spindle.
b. Another important concern is that I decided to make the spindle exchangeable with high speed spindle of Dia.65mm. So the ER spindle is designed this way. I had thought about R8, MT2/3 tapers. but they all will make the spindle diameter run out of 65mm. For the Deckel collets with Dia. 20mm. it's still too thick for the spindle center of Dia. 25mm. At least It need Dia.30mm center I think. But, it will not hold the feature to compatible to 65mm high speed spindle..
c. I understand the only purpose of spindle discussions is to change tools as quick/easy as possible. We can analysis the tool changging process and find out which part is most boring. I think after we have a Z height setter, the most hated part is that: when you turn off the ER nut, you must do 4 steps to change the tool.
They are: 1. pull out the old tools from ER collet inside the nut.
2. pull out the old ER collet from the nut.
3. insert the new ER collet into the nut.
4. insert the new tool into the new ER collet.
Then we screw back the whole stuff to taper. From my experience, These 4 steps are most hated part.
So here is a very cheap and easy solution: why not equip every ER collet with a nut? The nut is very cheap about $2/pcs..
Especially, if make sure the tool end touch the bottom of the ER taper, every tool height are setted.. Most tools have long version on market..or other DIY way to set this------for example, place a screw inside the taper center to locate the tool height.
handlewanker, What do you think of this way? Every change to current design will take consequences to other features..gain something and lose something else. So except some special required orders. I think I will keep the ER32 spindle as standard for SVM-0.
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-24-2013, 12:09 AM #367
Gold Member
- Join Date
- May 2005
- Posts
- 3920
I've been watching, just too busy to add a lot of responses in the forums. Originally Posted by Skyfire
You also need to keep an eye on the competition. I really like the price point you have hit with this machine.I agree to your points completely. From commercial aspect, I must control the cost carefully and consider most common needs to make SVM-0 valuable. Special Needs can be satisfied too under current structure.
That depends upon the person doing the manual setting. Even so there are ways to do auto tool setting fairly cheap depending upon your expectations and needsI agree that with a tool setter it's not too bad to change tools. The really headache thing is that when you try to reset the tool height without a setter, you really don't know if you reset it right.
By the way did you ever get your web site up? I was searching around for it one night but came up with nothing.
-
09-24-2013, 11:19 AM #368
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi, I agree with your points. Originally Posted by wizard
Yes. I'd like to provide the best machines with very competitive price. On my guess, most of the Skyfire machine features will be better than the same level machines of other brand and with better price. Maybe we can do some comparative list later.. I'm also thinking about developing dealers everywhere to give clients most convenience and local support. I guess the retail price will be some higher than my export but considering the tax, delivery charge. actually the last cost will be similiar.
My website is not open yet. I have to delay it because many materials are not ready especially the pictures and many item documents. I will not only show/sale SVM-0 on my website, but also my other machines next, good CNC parts from my resource gathered many years. And it will also be a net support window to my clients. So, it became a big subject too... I will make it open asap and announce here. I have occupied the domain now.www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-24-2013, 06:59 PM #369
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi Sky, yes I considered the collets and spare nuts pre-set as a solution but it still requires spanner work to release the nuts and change over, as compared to push button QCT and power drawbars.
It's not the loss of Z position that is the problem, it's the amount of energy needed to do the change over every time a new tool is selected.
Would a collet drawbar system like the Deckel or 5C be considered for an option?
It might even be simpler to bore the head casting out bigger (if it can be done) to accept the ISO 20 spindle you showed in an earlier post, even if it meant having an adaptor sleeve to cater for the high speed spindle if this was wanted.
Ian.
-
09-24-2013, 10:21 PM #370
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi handlewanker, I realize how much you hate spanner now!

If Z travel is not a big concern here, I think ISO20 is no problem with a bigger hole on the head. If having such special order of ISO20 equiped, I think I will modify the ISO20 spindle design slightly to make it stick out the bottom of the head as short as possible to save Z travel.
We have three type ISO20 spindle avaliable. 6000/12000/20000RPM. Of course, price rising too.. I think the economic 6000RPM is good for milling.
Btw. I confirmed a resource of ISO-ER chuck of $35. So.. cheaper now.
Deckel and 5C are still not an option because spindle shaft is not thick enough from tech. aspect. A more important reason is that, without big amount orders of such special parts, the price will be very high even not cheaper than ISO20 ones.
And, what do you think of the power drawbar? Air cylinder type? It means user must have air source in house.. Or a motor driving pusher? Seems easier to use.www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-25-2013, 11:32 AM #371
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi Sky, consider yourself worthy of mention in despatches.....LOL, old English army phrase......when you get mentioned it means you get either a promotion or a medal for having exceeded your duty etc.
I have to say that the ISO 20 option is the cat's whiskers, 6,000 rpm is very adequate.....it's a very stable and rigid system, well suited for both QTC at least, and ATC for those that are production orientated.
Now we would have a mill that is capable of being an industry standard, not some retrofit CNC wannabe, and though it has modest dimensions in the travels, this is all to the good, as some of us just want to make small parts without having to manoeuvre Bridgeport size axes and SVM-1&2 would cater for the bigger needs.
The common method for the power drawbar is a stack of Bellville washers and either a manual lever to compress them or an electric solenoid activated by a push button.....air can be used but it brings in the problem of a compressor cycling on and off all the time.
For my part, I would be happy with the ISO 20 set-up with a petal type pull pin gripper......the pull pin gripper design with the balls has been known to fail in the grip capacity.
The main force is generated by the Bellville washers and a large counterforce is needed to compress them while they at the same time need to hold the tool in the taper against the force of the cutter, but with the SVM-0 I don't think force is a worry as I would be using the DBMC system.....that is the "death by many cuts"......or small depth of cut but many times under CNC control.
The ironic thing is when the tool is in need of it's maximum gripping force to retain it in the taper, the Bellville washers are at their least tension, having been allowed to expand while pulling the drawbar up, and so are relaxed when the tool is drawn into the taper, whereas when they are required the least, as in when the drawbar is pushed down and the tool is released, they exert their maximum force......that is a fact of life.
There have been instances of toolholder down shift causing damage to the taper on Haas mills when the load exceeds the ability of the Bellville washers to hold the tool in the taper, but this was with a heavy roughing cut and is not a problem for us.
I am toying with a design that exerts maximum force when the drawbar is at the top of it's stroke, like a nut on a bolt when it's tightened and without Bellville washers, also without any air compressor, although air can be the motive force for the release, but I prefer an electric solenoid type actuator to apply the down push to the drawbar to release the tool, similar in action to the Bendix drive solenoid in a car's starter motor.
In my opinion, if the option for the ISO 20 can be done successfully and the tool holders can be supplied in ER chucks for around $35.....that would be one heck of a package to beat.
Looking at the design of the ISO 20 spindle in a past post, It looks like it has a clamping collar to attach it to the spindle per se, and the collar is drilled for screws to attach it to the bottom of the head casting.
That would mean you only lose the thickness of the collar in Z height when the spindle sticks through the head casting.
That would be a small price to pay for the ability to have QTC with ISO 20.
If I were to be a pig for options I would have the tools stacked in a rack on the end of the table and have ATC at the drop of a hat.....by my estimation you could get eight tools in two rows of four without compromising too much table space........ nothing is impossible said the Actress to the Bishop.....LOL.
Now I can rest happy, the final curtain must be the total price tag, with all the attached fees to the door.......it's going to be a case of mortgaging the family jewels once more, but what the heck, you only live once.
Ian.
-
09-25-2013, 01:05 PM #372
Registered
- Join Date
- Jan 2008
- Posts
- 1538
1pcs High Precision ISO20 ER20 Collet Chuck CNC Milling and Turning Toolholder | eBay - ISO20 holders are not super common, but are available.
6000rpm ISO20 spindle sounds great to me.
I don't need ATC, but would love quick change tooling.
I've been looking at Tormach Tooling System (TTS) as an option for my existing (manual) mill. Holders commonly available and cheap. Requires an R8 taper for the collet though.7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
09-25-2013, 06:37 PM #373
Member
- Join Date
- Sep 2006
- Posts
- 6463
Yup, that's the problem.....the spindle for the SVM-0 won't take the diam of the R8 collet.....one reason why I got excited about the option of an ISO 20 taper spindle........an ISO 20 shank and an ER chuck is a pretty rigid package when it's up tight in the spindle, and QCT is available as a matter of course.
Given the choice I would take an ISO taper system with pull pin over a parallel shank, not that it's better, but because I think it is.
The ISO 20 shanks with ER chucks are available for around $35....that would definitely be my entry point....a batch of 10 tool holders would cover most immediate needs, and the cost of $350 for a set of tool holders won't break the bank.
If the mill is supplied with the ISO 20 taper and draw bar with Bellville washers, the rest is DIY for whatever you fancy in the way of tool release or QCT design.
As far as I'm concerned the package with ISO 20 is the ultimate bang for the buck option and is very affordable in that mode.
I think it would beat the TTS system's parallel shank tooling for reliability and tool holding, certainly in my book, and I won't even think about how much a single genuine TTS tool holder with ER chuck would cost......that would be a very big ouch factor.
Ian.
-
09-25-2013, 07:01 PM #374
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi, It’s my first time to hear this phrase…I guess the answer is supposed to be “ Thank you,Sir”? Originally Posted by handlewanker
It seems that we have the final solution of QCT or even ATC now on SVM-0.. Sounds workable for some higher end users.. Just my spindle part supplier maybe hate me again.haha
And pippin88 has found some more economic ISO20 holders on ebay.. The ISO system is getting more and more cheaper now..
Yes. I totally understand the power drawbar theory you narrated. I think the electric puller should be nice to use in house.. Air cylinder should only work in workshop or industrial conditions.
The disk springs should be able to provide enough holding torque. I agree with that overload is not a concern to us on SVM-0. Even my BT30 spindle in hand can provide 30 N.m holding torque and the spindle motor provides 10-20 N.m cutting torque.. So if no heavy overload, the BT spindle even can work without the keys on nose. The good point is that, Servo spindle motor is not necessory for ATC..
I understand the tool libray as you said.. Yes. It’s a good solution. The library must be shilded from chips I think.
Hmm..I guess that’s life.. Have to pay what you want.. as long as it worth!
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-25-2013, 07:06 PM #375
Registered
- Join Date
- Jul 2011
- Posts
- 441
Thank you pippin88! I think your discovery pushed the ISO20 even more economic now...handlewanker must be happy for that! Originally Posted by pippin88
I think TTS is very good solution to no matter CNC or manual mills with R8 taper. There are some other compatible QTC sets too avaliable. I'll make sure My SVM-1/2 with R8 spindle will compatible to such QTC systems too.www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-25-2013, 07:17 PM #376
Registered
- Join Date
- Jul 2011
- Posts
- 441
check on the ebay link.. It seems can save another $100 now Originally Posted by handlewanker
TTS may be the best way for Tormach to get QTC/ATC and avoid developing a whole new spindle system. It's more like a retrofit design to gain such capability. Any retrofit solutions must not be better than original designs on the same target..Just my personal opinion.www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-26-2013, 05:50 AM #377
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi Sky, did you notice the tool holders in the link to EBAY in post #370 by Pippin showed a cost of $25 for the holder and $10 for the shipping.........with a combined post option most sellers reduce the overall shipping cost pro rata, and I can imagine a shipping cost reduction of at least 30% for a multi part order.
This is win win all the way to the bank....LOL.
All we need now is a date when the mill is available to be ordered, and where to order from, options taken into consideration etc for lead time.
Would this machine be available direct from your facility or only from a dealership in the country of choice?
The other question I thought of was, will there be an enclosure available for it, either as a complete fully welded assembly or in pop rivet flat pack mode, to be available as a separate order.....that would be a big package to send.
The alternative would be a plan with a cutting list for all the panels to enable the buyer to source the materials and assemble themselves.
This way, if the metal supplier can cut the panels to order, the enclosure can be made exactly to suit the relative machine and those with welding experience and equipment can save a bundle in the process, maybe even supply to those who also need the enclosure.....local shipping would be quite reasonable.
At first glance an enclosure is just a tin box with a sliding or hinged door to keep the chips from migrating exponentially in all directions, but there is the stand as well if it is to be stand alone and not bench mounted.
The complete package would ideally have a stand with metal surrounding cover and sliding door and a chip removal facility beneath, including as well a sump for the coolant filtering and a pump.
A simple design would be just a square steel tube base frame and a metal cover etc, but a more ambitious one would be made from sheet steel, like a cabinet design, powder coated or spray painted etc, and this would be either for a bench mount or totally stand alone on it's own base......it would be the cream on the cake so to say, for the guys who have everything and want a bit more.
When coolant is in the picture, all of a sudden the oily residue becomes a problem if the cabinet doesn't contain it.
When you look at some of the CNC centres the cabinets dwarf the machine.....you need twice the table travel in width and adequate height.
Ian.
-
09-26-2013, 07:28 AM #378
Junior Member


- Join Date
- Aug 2009
- Posts
- 44
good one, we also have the small machine. desktop style.
lele
Jinan jinshengxing machinery manufacture co.,ltd
Superstar brand
-
09-26-2013, 05:38 PM #379
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi, Yes I saw the link and quite happy about the cheap ISO20 resource avaliable.. Originally Posted by handlewanker
Actually I began to receive orders after the SVM-0 prototype finished. Of course, not quite open, just make deal via personal emails. But I'm the owner of my export company. So, every order are still quite formal with formal business contract. The next plan is to make my website open to accept orders and providing tech. support online.
I will tend to have many local dealers in many countries. But I have not post any announcement for dealers yet. I prefer to make everything well prepared on my side and then start business and looking for dealers to avoid any unexpected problems. Once we have a dealer in some area, I will list on my website and then users can contact locally. That's my plan now.
I also plan to place many CNC parts from good resources for select.. So I guess Skyfire business will cover both CNC machines and CNC parts..
About the enclosure:
Yes. I do have the full enclosure design which has get orders together with SVM-0 now. So I will show a SVM-0 equiped with full enclosure very soon.. I have considered the coolant issue too. so I should be able to show the coolant solution with the enclosure-- just simple one.
I have some same thoughts about relase some enclosure design and sketches for users they can build enclosure locally to save cash. I think many designs can work well as you listed. A carbinet stand is good--Just some big part to go with the machine. Acutally I have such a sample with SVM-2 now... I can show it in a picture. I'm sure I will provide many optional accesory parts next.
Maybe I can show SVM-2 with a simple enclosure design with carbinet now. and the electric box and control panel are integrated.
My ATC plan has the chip tray as you mentioned. should be a simple, effective and economic plan. I had considered the spiral type chip remover... but some expensive. I can show this solution later when it's ready.

 www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-26-2013, 06:59 PM #380
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hmmmmm, dealers.......that's a tricky one, it means a mark-up that will increase the price.
I realise a dealer has to make a living, and at the same time import the item and pay the duties and taxes etc, give the warranty and backup service before the buyer can even see the item.
It would be interesting to see how much it would cost to import direct from the manufacturer in China without going through a dealer, similar to buying something on EBAY, like the 3020, 3040 and 6040 routers which come direct from China.
So, when the website is open will that enable orders to be placed directly with your company?
A picture of the SVM-1/2 with enclosure would be interesting to see the design and layout.......in case we want to modify it.....LOL......oh no, not again.....well maybe just to see how it looks for self build and possible customising.
I have a picture in mind of an enclosure, looking something similar to an upright sandblaster type cabinet with adjustable feet to mount on a bench or tubular steel stand, but the chip removal would have to be a prime consideration, so the enclosure and stand must be closely connected to have consistency in operation.
I would think that in this case a mist type coolant system would work better than a flood type, (I might be totally wrong on that thought) as it's on a much smaller scale than the larger commercial mills and without the huge metal removal rates that bigger mills experience.
If the enclosure has already been made then a plan for DIY construction would be all that was needed.
Ian.

Similar Threads
-
Show us your machine stands
By OHLEMANNR in forum Benchtop MachinesReplies: 7Last Post: 05-05-2013, 03:19 AM -
a machine design (pics) from beginning to end
By blurrycustoms in forum Vertical Mill, Lathe Project LogReplies: 42Last Post: 04-25-2013, 02:36 AM -
dry build or glue from the beginning?
By Ezra in forum Joes CNC Model 2006Replies: 2Last Post: 10-29-2010, 04:44 AM -
Newcastle: Beginning of build plan
By pippin88 in forum Australia, New Zealand Club HouseReplies: 7Last Post: 09-16-2010, 10:22 AM -
Beginning to build my Z-axis.
By zonk2 in forum DIY CNC Router Table MachinesReplies: 0Last Post: 12-23-2008, 06:17 AM
