



Nevermind...
It was hung on a bur. I've actually got about .020 of play between the bearings. I'm not used to working down to this level of detail but I will get this thing to cut the way I want.
Results 21 to 40 of 107
-
06-19-2013, 12:32 AM #21
 Neuer Benutzer
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
-
06-19-2013, 10:55 AM #22
Registered
- Join Date
- Jan 2008
- Posts
- 1542
Kenny, raw speed of the computer is one factor, but latency and jitter are very important. They vary a lot between different motherboards (I'm not sure why)
I'm using cheap Atom D525 boards because they have very little latency & jitter. Linuxcnc has a utility to test this.7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
06-20-2013, 01:50 PM #23
Gold Member

- Join Date
- Nov 2009
- Posts
- 4415
I raced in the CMRA 99-2001. I even beat Ben Spies a time or 2. Only due to the same start of different classes. Not my fault he brought a knife to a gun fight. He had his chance! ;-)
-
06-20-2013, 08:34 PM #24
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
A racer has to do what he has to do. Gerloff and Lewis and a number of those kids used to finish behind me as well. They get faster...I get older and slower. I've got some good onboard footage of a young Garrett Gerloff sliding across the ground in front of my bike trying to use me for a brake marker. I still give him crap about that. Originally Posted by Fastest1
Originally Posted by Fastest1

-
06-21-2013, 04:15 AM #25
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
After some more shimming and measuring and shimming and measuring I got a 1.250 diameter circle to cut within .002 with repeatability. I'd like to thank the folks that wrote Mach3 for deciding it's a great idea to put in a save settings button that does nothing. Crashing on exit and loosing all the work I just put in was pleasant as well. I've had no problems while running code.
I may make the move to a Linux based package if this continues. Maybe 4 will be better if it ever surfaces.
I do know however now that the machine is capable of holding a couple thou so I'll go through the shenanigans again tomorrow and hopefully Mach won't crash when I am done.
-
06-21-2013, 04:31 AM #26
Gold Member


- Join Date
- Feb 2007
- Posts
- 4553
Kenny,
Have you checked the xmlbackups folder, you may actually have some of your recent changes.
Jeff...Patience and perseverance have a magical effect before which difficulties disappear and obstacles vanish.
-
06-21-2013, 04:33 AM #27
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
I'll take a look. Does Mach periodically snap a backup during operation? If not I suspect they are gone. Not the end of the world just aggravating.
-
06-21-2013, 04:40 AM #28
Gold Member
- Join Date
- Feb 2007
- Posts
- 4553
Kenny, Originally Posted by Kenny Duval
I believe Mach3 snaps a backup xml each time, when exiting the program.
Jeff...Patience and perseverance have a magical effect before which difficulties disappear and obstacles vanish.
-
06-21-2013, 04:49 AM #29
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
It does when it doesn't crash on exit. Which is what happened. The last backup xml was from when I shut down Mach yesterday. Originally Posted by jalessi
-
06-23-2013, 07:52 PM #30
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
Success...
I'm within a .001 of round with good repeatability. Parts are accurate in dimension in the X and Y I still have what I believe to be some flex in the table at the gibbs as I can only hold about .003 across about 6 inches. That's next on the list of things to resolve. I know it's not the table surface as I couldn't get a .001 feeler under my 18 inch ground straight edge.
I also have to investigate .005 of backlash in the Z. Seems like that is a bit much. It's highest of the axis. X is down at .002 and Y is better at .0012.
-
06-23-2013, 10:40 PM #31
Registered
- Join Date
- Apr 2012
- Posts
- 38
Kenny, I've also got Opti BF20l and right now I can hold about 0.001 inches on both axises on a 2 inch circle without using backlash comp. How do you measure backlash? I think I might get even better results using it but I'm already quite statisfied with the result.
-
06-24-2013, 03:33 AM #32
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
I'm probably the last guy here you want to ask. This is all new stuff to me. I simply followed the math and used the Mach3 steps per calibration mechanism. Then zero'd the axis and move the distance I calibrated against and back to zero. Any backlash would show up in the fact the machine came up short getting back to zero. Whatever you have to jog over to get back to zero was what I used as the back lash adjustment. Originally Posted by Madda
Still so much to learn but getting better with the G-Code, setting up the stock and then milling. Today's project came out pretty well aside from snapping a drill bit and scarring up my part. Had to do a little hand finishing to try and clean it up. Also my 3/16 mill was a little short before it started flaring out to 3/8 so it nicked the radius above the mounting holes.
I haven't picked up any chamfering bits yet so I just knocked the edges down with a file.
-
06-25-2013, 05:58 PM #33
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
So who's go some ideas about solving table deflection. I've get a .003 to .004 drop at the extents of the X travel. I've got no side to side deflection and the gibbs are as tight as I can run them without creating more backlash.
Any ideas.
-
06-26-2013, 03:56 AM #34
Gold Member
- Join Date
- Feb 2006
- Posts
- 7063
You have to first figure out *why* you're getting the drop before anyone can suggest how to cure it. Is the table surface not flat, or not parallel to the ways? Ordinarily, you'd expect the table to rise up near the ends of travel, due to the weight of the long over-hang on extended end causing the table to tilt. The solution could be getting the table re-ground, or scraping in the ways and gibs, to improve the fit, so you can run the gibs tighter without excessive friction.
Regards,
Ray L.
-
06-26-2013, 05:47 AM #35
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
You're right on the lift part. I guess the winter project will be ordering a new set of gibs and putting in the work to scrap them. Not that I'll ever use the extents of the table movement but it needs to be addressed.
-
07-01-2013, 03:19 AM #36
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
Had a good afternoon with the mill. The results are starting to look better and I am making fewer mistakes.

-
05-05-2014, 03:53 AM #37
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
Re: New guy..with a used mill has a question.
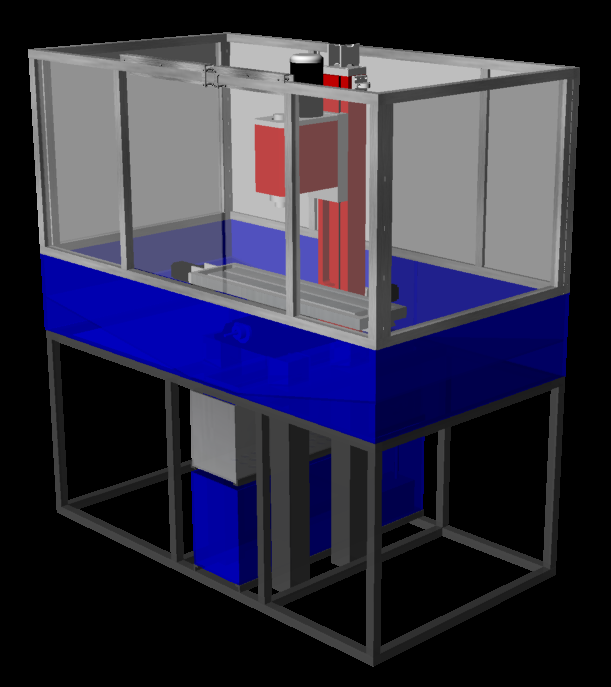
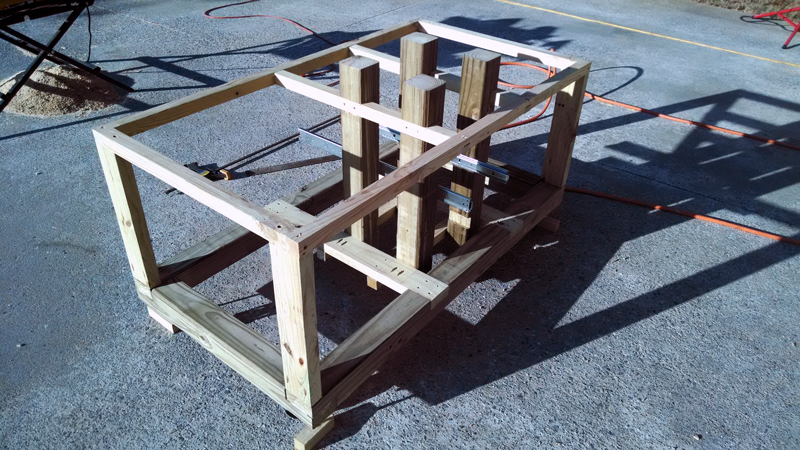
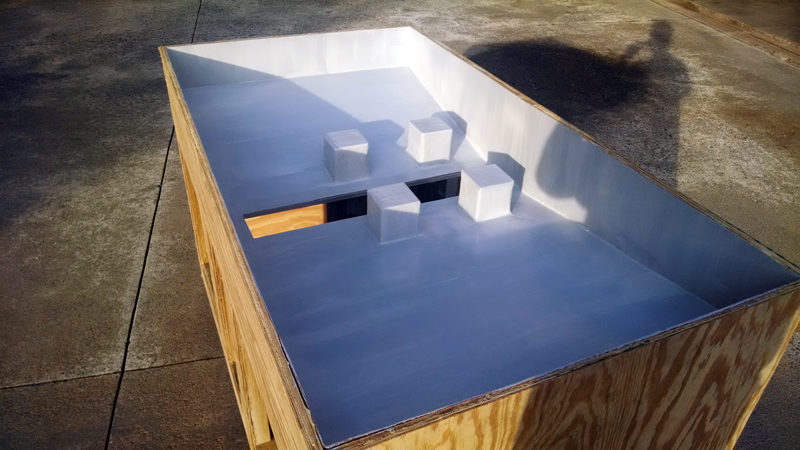
I'm finally getting around to working on things related to the mill. I've had the stand and enclosure drawn up for a while but no time to work on it. I'm prototyping in wood first and will use this stand for a while until I have a permanent home for the mill. This has to nestle in the garage with the 3 cars and everything else so I'm trying t keep it as compact as possible. Since the all the electronics will be housed below the enclosure I'm casting a fiberglass pan and will be glassing around the enclosure on the side the electronics will reside in. I got the first coupe layers of glass down on the pan plug today. If I can find time this week to keep working on it the pan should be done by next weekend.
This is where I'm headed.



-
05-06-2014, 02:07 AM #38
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
Re: New guy..with a used mill has a question.

Got a couple more layers of glass on the tray this afternoon.
-
05-29-2014, 04:01 AM #39
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
Re: New guy..with a used mill has a question.
Some more progress is made. The pan is off the buck, bonded to the stand shell, sanded and coated.
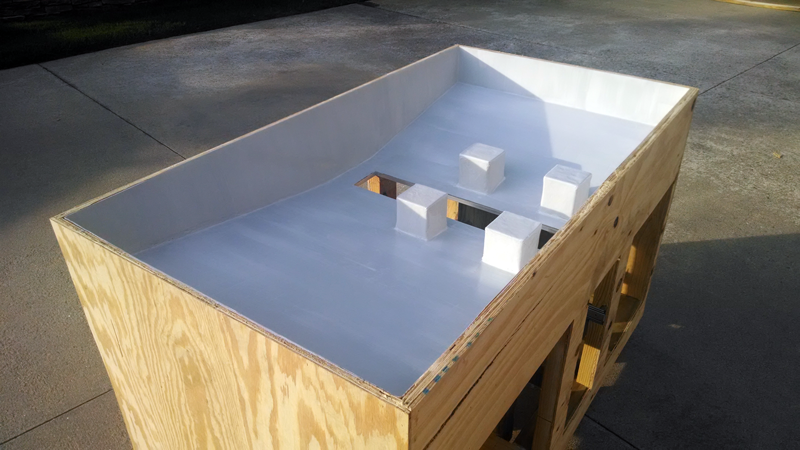

Next it's on to building the 2 acrylic pans. One for the coolant and pump...the other to catch and filter the chips.
-
06-16-2014, 04:01 AM #40
Neuer Benutzer
- Join Date
- Jan 2013
- Posts
- 630
Re: New guy..with a used mill has a question.
Got some time to work on things this weekend. Got the insides of the cavities lined with Lexan to add an additional layer of protection from leaks for the electronics. I also got started building the chip drawer and coolant container.
I was pleased that after not touching the mill for several months that it fired right up and worked perfectly.

 Reply With Quote
Reply With QuoteSimilar Threads
-
mill question
By DIFF OVER in forum BobCad-CamReplies: 14Last Post: 01-17-2011, 11:38 PM -
Cnc mill question
By Rick_B in forum Vertical Mill, Lathe Project LogReplies: 13Last Post: 09-14-2010, 01:38 AM -
question about xlo mill
By Jeff76 in forum Uncategorised MetalWorking MachinesReplies: 3Last Post: 02-19-2009, 03:33 PM -
Old used CNC mill question
By Demon440 in forum Uncategorised MetalWorking MachinesReplies: 4Last Post: 01-17-2007, 08:03 AM -
New Mill Question
By ccm in forum Uncategorised MetalWorking MachinesReplies: 2Last Post: 02-02-2004, 07:34 PM
