



Sweet!!!
Results 341 to 360 of 3662
-
09-15-2013, 12:53 AM #341
 Registered
Registered
- Join Date
- May 2010
- Posts
- 313
-
09-17-2013, 03:11 AM #342
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi Sky, Now that is one beautifully made spindle assy.
Being a hardnut, who wants what is not standard in most things, it occurred to me that as I strongly favour the QCT aspect of a mill, especially CNC types, then if the head casting of the SVM-0 were to be fitted with this R8 spindle, you would need to bore it out bigger to accept the diam of the spindle body, (if possible?) and if it sticks out of the top some it doesn't really matter as you can have the motor also mounted to stick out of the top a bit to align the drive pulleys etc......better to stick out of the top than extend down at the bottom.
I realise having a spindle larger than is required for this mill is overkill, but the advantages of having the R8 collet spindle is overwhelming, but there are other collets that could be an alternative to the R8.
I have a Deckel D-bit grinder with collets for this like mini R8 collets, and are "inky dinky" small in size while still allowing up to 15mm in diam for cutter holding.......I might be wrong on that size as it might only be 12mm.....have to check it out.
Direct use of the standard Deckel collet is not possible due to it having a thread on the outside of the end diam, but if the spindle were made to accept a Deckel type collet, but the collet itself had an internal thread for a drawbar like the R8, you can have a TTS system but on a smaller scale.........the drawbar could also be made in one piece with the collet like the TTS system, but that would be a special custom made part.
If I had the mill with the Deckel taper in the spindle, I would just use a standard Deckel collet, but modify it by fitting either an internal threaded insert to the end or a pinned solid drawbar, whatever.
The TTS system has the R8 collet on the end of a drawbar, and is an integral part of it, the collet never gets changed, just the parallel shank tooling.
So if a spindle is bored for a Deckel collet.....you have a mini TTS system to accept toolshanks with a 15mm diam, and that by any other name is quite "rosy".....LOL.
This, or a similar collet size, would solve the problem of having an R8 type set-up for QCT without the R8 size problem, and Deckel collets are standard and available off the shelf......and if the available standard off the shelf tooling only had 12mm/1/2" or 15mm shanks it would still be a very good system for QCT and maybe ATC with cutter sizes to suit.
In my most humble opinion, if a collet size like the Deckel were to be a feature of the SVM-0, then you have a QCT and ATC capability waiting to happen, just needing the drawbar to complete it.
I would envisage also having a set of modified Deckel collets with threaded inserts to allow a standard threaded draw bar to be used as a plain manual drawbar system for cutters to be mounted directly in the spindle end for extra height gain and increased rigidity.
We can but dream.
Ian.
-
09-18-2013, 06:33 PM #343
Registered

- Join Date
- Jul 2011
- Posts
- 441
Hi, very interesting! I googled the Deckel collets and it's really something like a mini R8 collets. I'm sure it will be quite nice to modify this collet to a mini TTL system...and quite fitful the SVM-0 size...R8 spindle as I posted is really too big for SVM-0 Originally Posted by handlewanker
Originally Posted by handlewanker


I think the way of the "mini TTL" is quite operational techinically. The true point of this idea is the demands at last... I can learn that the SVM-0 as a tiny desktop CNC most fitful to some home workers, modeling engineers/hobbies. Or even could taking SVM-0 as an art thing..haha. So I will have to keep the ER32 spindle as standard, but tried to satisfy any customer special requests, suchk like the Dia.80mm high speed spindle for metal engraving..
I actually think the ISO20 spindle is quite good for SVM-0. And it can support power drawbar and ATC right now. I have such ISO20 spindle avaliable now. quite good one support 8000-20000RPM. The question is still the price issue.. So it could only be an option
 www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-18-2013, 07:00 PM #344
Registered
- Join Date
- Jul 2011
- Posts
- 441
Here I post some progress of formal SVM-0 by taking a ordered SVM-0 as model now.. The machine body is almost finished, only small covers and stainless parts need attached.
This one had been ordered for a long while.. just had to wait many things in hand and approved.
This one is equiped with P class linears, C3 class ground ballscrews, P4 bearings, 1HP spindle power, AC SERVOs and secondary high speed spindle.

So let me show the features I have promised here before...
firstly, the 1:1 and 2:1 ratio exchange.
this is the normal status of 1:1 ratio:

and this is the 2:1 ratio status. quite simple. remove the top screw of the gear, loose the belt, pull out the smaller gear and insert the big one, exchange the longger belt, fasten the top screw, tensioning the belt... taking about one minute.

And, the secondary high speed spindle mounted. I think don't need much explaination of how to exchange it.. taking about 5-10minutes.



Another detail: the final selected shaft coupler.. much better(strongger, more flexiable) than the former AL ones on SVM-0 prototype. And you can see the screws, mounts.. I think have make every details high quality
 www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-19-2013, 08:42 PM #345
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi guys. I think the totaly machinery stuffs are almost done on SVM-0 now. So I would like to talk on some electric stuffs here. We know electrics are so important to CNC working stable. I have done very long term tests of the final electric system and measured every signals under many conditions to eliminate potential problems like EMI for example.
Here is the final controller, or breakout board of 4 axis control. It's still the basic type but optimized and approved to be stable, carefully selected electric parts of high quality. It's not just a Parallel Port contrller, but more of an universal I/O board to work with P-Port, or USB controllers, motion cards etc. I have showed the features before so I think need no more words here.. I will show some app. examples later.


This is the tiny PWM-VFD 0-10V signal conversion board. basically is a DA convertor.. The MCU reads the PWM duty ratio and send analog voltage to an op amp to output 10V signal. There are other simple ways to do this.. but, I like it to be more accurate. And the direction signal can be F/R TTL signal, or CW, CCW. I placed a 5V-12V DCDC power on board so no extra voltage needed even most VFDs have this power pin. And a failure input function on board--if VFD has this function. Four LEDs will show the working status.
My own VFD is under developing now.. I will make it support PWM and other functions directly. So will not need this board. This board just developed for third party VFDs.

Next is the relay boards. I designed two versions for options. Two color connectors to avoid wrong connection. LEDs on board to show relay status.
This is a universal 4 way relay board. can be drived by TTL signals, or Darlington output ICs such like ULN2003/2008. Relays can be used for any customized purpose.

And this is another version of power break board because most relay apps are controlling outer devices power on/off. So it's a simple solution to avoid many extra wire works. And I placed a FUSE unit on board.


Both of above 2 relay boards are for optional extension. I designed another 2 way realy and power break board to give SVM CNC basic fuctions.
One of the relay can be used to control coolant pump(or other device) by M code. Another is controlled by manual switch to switch power suppy between spindle motor driver or VFD for secondary high speed spindle (We only use one of them for one time, right?) So the exchange of this two spindles are solved on electric circuit part too.

And.. we need a formal simple control panel. So.. another PCB containing basic LEDs to show status.. And AXIS free function. And beep unit when any failure happens. (so many PCBs now..)
 www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-19-2013, 08:52 PM #346
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi Sky, that ISO 20 spindle would be highly suitable for that model and the QTC (and a possible ATC) application I rave about.
The cost of the individual ISO 20 tooling is the main factor in the economy race.
I recently bought an ER32 chuck with 3/4" parallel shank on EBAY for A$28, and as I have a full set of ER32 collets this would be the holding system I would like to go for.....the spindle taper is another matter, and is dependent on tooling with the ISO20 taper being as cost effective as what I have with the parallel shank.
If it's anywhere near to the $17, (my Scottish ancestry is rearing it's ugly head here) which also had a shipping cost of A$10 in the total price of A$28, then the ISO 20 system would be very interesting especially as it's drawbar orientated etc etc.
An initial 6 to 10 tool holders would probably cover a lot of needs for most set-ups, and you can go quite mad with trying to have each tool set-up permanently available pre set.........and if the tool holders in ISO 20 went for the same price of A$17 before shipping costs....that would give an outlay for say 10 toolholders of A$170 plus a one off shipping charge........how economical can you get.
I'll have to browse EBAY to check on ISO 20 availability possibly with ER32 chucking, although with that shank size a smaller collet range might be more prudent, probably something going to 15mm cutters at the biggest.
I don't think having a larger toolshank size will be advantageous for this size mill.....it will be working under CNC conditions not as a manual mill.
The sticky question now remains hanging in the air as to what degree will the SVM-0 with ISO 20 taper plunge us into debt for and what shipping cost to relative destinations can we expect.......hee hee....it's only 3 months to Christmas, so my Christmas stocking might get a big surprise.
Ian.
-
09-19-2013, 09:21 PM #347
Registered
- Join Date
- Jul 2011
- Posts
- 441
And some other parts we finally selected for standard. All of high quality and approved.
The ring transformer. This is the very basic part for a CNC to work stable. I selected the typical transformer instead of switch power unit because of its short time over loard capacity is a quite important feature needed but a switch power can not compet(except you use a one with much much larger rated power capacity). I asked for a shield copper layer inside the transformer to provide controller clean power--even it has a DCDC unit on board.

I almost forget the rectifier board.. The most important thing is the big filter capacitor. There are really many feak ones on market. So I specially ordered this capacitor from a capacitor factory.. very trustable. So we don't need to worry about the power stability.

The AC servo motor and driver. Pretty good after my tests. 3000RPM many power levels avaliable. I selected NEMA23 180W ones for SVM-0.

The final 1hp spindle motor. quite good stuff too. Hall sensers inside so no worry about chips, coolant etc.

And..Then the final formal aluminium control panel and wire connection panel. This will be the standard for SVM series machine. Of course, other expand panels can be placed on machine with customized functions.
The control panel. containing basic switch units, LEDs and BEEP unit.

And the connection panel.. I think black is the best color for it. I intigrated the main power input soket with main fuse inside; DB25, DB15(or DB9), USB position for many possible IOs; And two power out sokets as many user want. I pre-defined the two power out unit on SVM(of course, can be used customized too, depend on inside circuit). One is for coolant pump(or other devices controlled by M code). Another is for extra VFD. So it will be quite easy to set up coolant and secondary high speed spindle driver. Actually.. users can do what ever with these connectors. I just provide the convenience..
 www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-19-2013, 09:48 PM #348
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi, Yes.. the economy issue is the thing I worried about ISO20 too.. I have check with my tool holder supplier data sheet and the ER32 type is avaliable. The price is a big problem--at least $50-$60 for one pcs. and need a ER32 collet cost too. So.. it's not a economic choice I think Originally Posted by handlewanker

The good point for ISO system is high speed capacity.. up to >30000RPM. But not necessory for normal mill working.
I really can design a mini type R8 or something.. but without many many demands.. the special ordered things will always be very expensive.
Actually.. I observed my ER32 taper. It's inner bottom of the taper is solid! What does this mean?--if you repeat inserting a same shank and touch the bottom..it's tool length will not change.. of course, the shank must not move outer direction when fasten it..I guess it will not. I will test this later.. If okey, at least we don't need to reset the tool height every time if use the parallel shank.
Yeah.. time fly... It's almost another year since I brought the SVM-0 castings to table again in last winter. I think It will only take 2-3 more weeks to completely placed it into a wood case and send out the first batch.
Hmm... I think a SVM-0 with ISO20 will be around $500 more than the standard ER32 type. So it will be about $4300 FOB including my export charge I think. I'm not sure about the tex and shipping cost in other country now. It depends on custom locals. Maybe another $1000? I think we will have some feed back infomations on such items after I send out initial orders.. And I hope you have a big big stocking! haha :cheers:www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-19-2013, 10:33 PM #349
Registered
- Join Date
- Jul 2011
- Posts
- 441
Continue....
Here is an USB controller sample. It's avaliable on market now. I used it as a model to show how to upgrade SVM control system easily. And I used it for many electric system tests next.

Firstly, I wanted to make it a whole "black box" device. I placed it into an Al box with proper size. And I found a DB25 connection boad with IDC connector break out the pins from some old PCB samples. I connected the wire diagram comatipble to my 4 axis controller board. some small risistors and capacitors attached below the PCB to make sure it output standard TTL signal. Many USB controller outputs are designed to drive the photo coupplers directly so I have to do some small works to make sure it work with my 4 axis board input port. And actually I placed another simple pulse generator board inside to "cheat" the 4 axis board for Charge Pump function.

Closing the case.. As I said, a black box only have USB port and a parallel port observed.

A initial test with fly wires has been done before making this device. So. basically it's no problem.

Then. after the USB device ready, I connected the whole SVM electric system including the secondary high speed spindle with a standard VFD using my PWM-VFD convertor. All tests next were done under MACH3 control.

power on..the light tube were used to simulate the coolant pump

running test program with secondary spindle.. maybe not obvious, but the 3axis motors were running too.

the small convertor working status:

back side connections-easy and clean.

Another USB controller sample lying on my desk.. I have done the tests with it too and basically the same thing. but this one has many more I/Os can be customized for buttons, indicators and ATC control..etc. So, this will be my standard USB controller configuration if users want.
 www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-19-2013, 11:50 PM #350
Registered
- Join Date
- Jul 2011
- Posts
- 441
The final electric test report:
long term, boring..just kept measuring every signal channels with OSC and observed every signal waveform under various conditions, adjusting pull up resistors and signal filter capacitors to make sure clean signals and sharp pulse.

I paid much attention to the noise control of the whole electric system. Even on such small power level machine system if the EMI issue don't be controlled carefully, it may get unstable and cause losing step or mulfunction especially when the local power supply is not quite clean or many other devices linked together.

After many tests and measurements, I found the biggest EMI is comming from the SERVO motors but not the spindle motor system as I thought. So I add some magnet rings to the motor wires and then solved the problem.
Btw, I also found a small bug of the USB controller I tested with. The PWM output is not quite stable and has a narrow, sharp pulse even when the PWM set to 0%. It's not a big deal but may cause spindle motor driver mulfunction occasionally. A small filter capacitor solved this problem.
I powered on this system for almost 5days. keep running some program when I'm awake. No failure happned. Every function are just as designed. Load capacity has been done on the first SVM-0 smaple in this thread. So I can say now the SVM elctrics are successful and reliable. www.skyfirecnc.com
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-20-2013, 01:41 AM #351
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi Sky........to say my socks are blown off would be an understatement.......LOL.........those circuit boards are very neat and clean.
It's comforting to know that you do extensive personal testing and component sourcing.
I know many people would be worrying and wanting to go to the Gecko G540 controller, due to so much bad electronic stuff getting to the buying market, mainly via EBAY where everyone wants the economy stuff with a lifetime warranty.
On the topic of the ISO 20 spindle, I think the extra cost would be justifiable if/when you are doing production and repetition work, and it would certainly be a nice feature to have even for just hobby work where you can get irritated by having to manually unscrew an ER collet nut for each tool change.
Tool holders at $50 per are a worry though, but for a batch of 10....$500 would not be so big an outlay for QCT or ATC potential.
I have to wonder how they make the ER32 tool holders with 3/4" parallel shanks for just A$17 and $10 shipping.
The cost is mounting to get the "ideal" package, and decent tooling is not cheap.
I expect if you indulged in one ISO 20 tool holder with the machine supply, you could "encourage" your friends and relatives to buy you tool holder presents for Christmas, birthdays and Father's day etc....LOL.
For a small hobby environment the ER32 collet spindle would not make life too hard for tool changing if the funding is hard to come by.
Personally I would go with an initial one ISO 20 tool holder and add to it as and when the money tree blossoms, maybe even do a bit of commercial work to pay for it.....the longest journey starts with the first step........ and lots of raindrops make a big puddle ....LOL..... however the individual shipping cost would make that exercise an expensive and counter productive one.
Ian.
-
09-20-2013, 04:39 AM #352
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi again.. Yes, I do know the worries about the electric quality and support problem at user end. It will be a headache trouble to get a short life electric part on your CNC machine! especially with bad postsale supports.. So that's why I don't want to gather the common PCBs from market and just assemble them together for my machines. You can see my boards are mostly basic and simple. But I prefer to design and make them by myself again rather than buy unknown quality ones from third party--even it's more convinience and cheap. A saying is that "One drop of poison infects the whole tun of wine". right? Originally Posted by handlewanker
") I really don't want any small failure happens after I sold a machine.. It will screw up the whole good machine and losing much much more money for postsale support. So I'm really serious to select the electrics, especially the third party drivers and controllers. The first thing when I receiving a new type of electric is to dissamble one completely and check its inner design, PCB layout, electric unit quality and soldering quality. And then long term power on tests of heat, overload and performance etc.
I really don't want any small failure happens after I sold a machine.. It will screw up the whole good machine and losing much much more money for postsale support. So I'm really serious to select the electrics, especially the third party drivers and controllers. The first thing when I receiving a new type of electric is to dissamble one completely and check its inner design, PCB layout, electric unit quality and soldering quality. And then long term power on tests of heat, overload and performance etc.
I never choose any cheap part, and not too expensive ones. There are always some ones with reasonable price, and good quality--but need many efforts to find them.
For example, the stepper driver, I have used hundreds pcs, No one burn in normal conditions--except had burn several ones when connecting the power wires wrong.
So the electrics is very serious subject for exporting machines.
About the ISO tool holder ... It's expensive than ER shank holders.. even it doesn't cost more steel.. because there are not big purchase amount as ER ones. I think maybe the ratio is more than 1:100. So the price is high. Another reason is that most ISO20 holders are made for high speed engraving--means better precision than ER ones. So this is another reason for higher price.
As you said, I think ER will be OK for most hobby enviornments that don't need change tools so much. For some higher end users, ISO20 maybe very comfortable choice. I think your idea is very good to make it commercial and earn the ISO holders by using the machine for some job. hahawww.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-20-2013, 06:23 AM #353
Member
- Join Date
- Sep 2006
- Posts
- 6463
Hi, just been browsing EBAY and they have nothing listed for any ISO 20 tooling. Originally Posted by Skyfire
If your tool supplier can supply the ISO 20 with ER32 that would be quite fantastic, especially as I already have a full set of ER32 collets, but as that is quite a big collet chuck on a small shank (not a real problem, but supply in that size might be) I would be satisfied if it only went to ER25 which will allow up to 15mm tools to be held and another set of ER 25 collets wouldn't break the bank.
Ian.
Holders at $50 -$60 would not be too much of a headache......only a one time buying cost etc.
-
09-20-2013, 01:21 PM #354
Registered
- Join Date
- Jan 2008
- Posts
- 1543
I'd very much favour ISO20 or some other tooling that allows quick changing, power draw bar and automatic tool changer.
I'll only ever be doing hobby stuff, small runs, and so probably wouldn't need the ATC, but I'd hate to have to re zero the tool constantly. I use ER collets on my manual mill, and they are great, but they are slow to change!
Beautiful looking work Skyfire. From start to finish this has been a much higher looking quality machine than anything anywhere near the price range.7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
09-21-2013, 10:16 AM #355
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hi my friends, I spent half a day to test and confirm on thing about the tool changging issue.
As Pippin88 said, the most hateable thing when doing the CNC job is to reset the tool height every time you change it. From my experience, I completely agree with it especially when you don't have a tool hight setter by hand. I think to loose-fasten the ER lock nut with spanners is not a big concern compared to reset the tool hight.
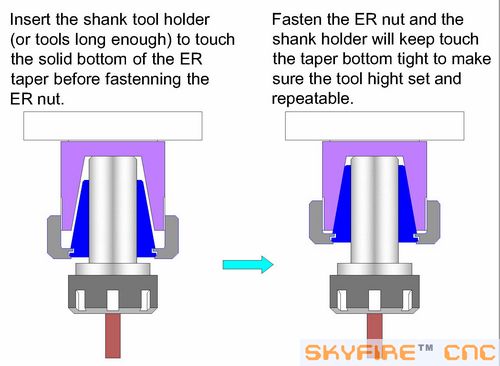
So I had thought: Does my ER spindle can repeat the tool height each time load it? I observed my ER spindle taper and found the bottom of the taper is solid, no hole inside. So I guessed if we insert the tool( or a shank tool holder) to touch the bottom of the ER taper, and suppose the tool will not separate from the soild bottom, then the tool height will be just the same every time you install it.
I imagined the ER nut fastenning process. The ER collet will move inside the tapper when fastenning the nut. So the friction force between the collet and tool(shank holder) will keep it touching the bottom of the taper, and should even tighter. Then, the tool height is definately repeated.
I did this test many times today and found it's ture. tool(shank holder) will not break away from the bottom of the taper and tool height is completely reptead-- very easy and fast thing to do. When any other solution like ISO20 or something will have to cost much more money and lose more Z traveling distance, I think my method is the best way to solve the tool height reset proble.
I draw a simple briefing drawing to show the method--quite simple to understand. So... I guess no much problem for SVM-0 tool changging now except you have to keep the ER nut spanners Keep some cheap shank tool holders with tools installed like handlewanker does and record their tool height in a table. no more tool hight reset now.
Ok...I think we get "QTC" now----just need you use spanner quickly.
BTW: Frankly, I didn't think about ATC for SVM-0. I think it's not valuable to the mini type CNC. I prefer to make SVM-0 rigid, accurate and multi-functional for most personal users who want a powerful and economic desktop CNC. ATC is some luxurious for SVM-0. Let's leave it to SVM-1/2.
www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-21-2013, 12:02 PM #356
Registered
- Join Date
- Jan 2008
- Posts
- 1543
It's good to hear that the ER32 is repeatable.
Tool length setter could be an add on option. Either a swing out sensor that swings from the column to under the tool, or a laser or similar one. Laser should be fairly easy.
ER chuck held in ER collet will increase runout.
ATC overkill for SVM-0. But power draw bar and quick change tooling would be best!
Can't wait to see SVM-1.7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
09-21-2013, 02:58 PM #357
Registered
- Join Date
- Jul 2011
- Posts
- 441
I think repeatable ER tools should be a good thing to solve tool changging problems. I will introduce this way to be a standard for SVM-0. Originally Posted by pippin88
Yes. there are some economic tool setters on market now and can be an optional part easily. That's not a problem.
Yes. another ER chuck will always reduce the Z travel. I think it will take 40-50mm distance.
Hmm. . I think maybe one day I will make a quick change drawbar to upgrade the ER spindle and will completely upgradable from current spindle easily to make sure the initial clients won't get angury It's not a technology issue but a market demand issue.
SVM-1 is actually designed now.. But I have a type slightly larger than SVM-1 now.. will show its progress here very quickly.www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-21-2013, 04:40 PM #358
Registered
- Join Date
- Jul 2011
- Posts
- 441
I decided to post a picture of one of the SVM-2 type now..Just the machine body now to warm up before show it complete.
Basically the same design way of SVM-0. But considering it's an industrial level machine, the castings are quite thick and heavy.
The Column was designed to be a big triangle Shape to be very strong and no worry to upgrade ATC. Many ribs are inside.
X, Y axis use 20mm linears and Z axis use 25mm ones to get more load capacity.
Largger 2005 type ballscrews for XYZ.
Standard R8 spindle unit as I posted upto 6000RPM. It can be easily upgrade to QTC or ATC like Tormach TTS.
Standard BLDC spindle motor can be upto 2-3hp output.
As a traditional from SVM-0. A standard 80mm high speed spindle can replace the R8 one for high speed engraving.
BT30 spindle with ATC can be developed on this type and this is what I'm doing now too.
Standard NEMA34 stepper or servo driving for 3 axis. 6" 4th axis set avaliable.
Stainless steel cover in front. The best protection from dropping things.

Other features and enclosure, electrics are quite similiar to SVM-0--just bigger.www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc
-
09-22-2013, 12:12 AM #359
Registered
- Join Date
- Jan 2008
- Posts
- 1543
SVM-2 looks great.
Can you tell us a rough price?7xCNC.com - CNC info for the minilathe (7x10, 7x12, 7x14, 7x16)
-
09-22-2013, 04:07 AM #360
Registered
- Join Date
- Jul 2011
- Posts
- 441
Hmm. I can give a rough price range here.. Base price should be around $5700 FOB for a final operational SVM-2A. This type is very near to Tormach1100 scale. Just many detailed configuations and features different. So.. you can compare between. Originally Posted by pippin88
I'm still working on the configrations of parts to give most economic version and better versions and options.
I must say that maybe not quite clever to say price here early.. So It's just for reference exporting price. I'm sure I will try to have many local dealers everywhere. So at that time the retail price maybe higher. Can you guys understand that?
BTW. I have reviewed your article on your website. Great organization works! And I really appreciate it. :cheers:www.skyfirecnc.com
Email: [email protected]; Skype: skyfirecnc

Similar Threads
-
Show us your machine stands
By OHLEMANNR in forum Benchtop MachinesReplies: 7Last Post: 05-05-2013, 03:19 AM -
a machine design (pics) from beginning to end
By blurrycustoms in forum Vertical Mill, Lathe Project LogReplies: 42Last Post: 04-25-2013, 02:36 AM -
dry build or glue from the beginning?
By Ezra in forum Joes CNC Model 2006Replies: 2Last Post: 10-29-2010, 04:44 AM -
Newcastle: Beginning of build plan
By pippin88 in forum Australia, New Zealand Club HouseReplies: 7Last Post: 09-16-2010, 10:22 AM -
Beginning to build my Z-axis.
By zonk2 in forum DIY CNC Router Table MachinesReplies: 0Last Post: 12-23-2008, 06:17 AM
