



Could someone please explain
If I use a 3.175mm (1/8") end mill, my understanding is that the smaller the number in the stepover selection, say 0.05, the more finer finish you get on the work piece. Whereas, if I used 1.5, I would be using a wider section of the end mill bit and therefore do the roughing quicker
Could someone please explain what STEPOVER relates too as I am a little confused.
Thanking you in advance and sorry if this has been asked before, but I have tried to search on here but could not find a specific answer
Kel
Thread: Explain STEPOVER
Results 1 to 18 of 18
-
11-26-2014, 12:20 AM #1
 Registered
Registered

- Join Date
- Oct 2010
- Posts
- 197
Explain STEPOVER
-
11-26-2014, 01:43 AM #2
Gold Member
- Join Date
- Feb 2009
- Posts
- 2143
Re: Explain STEPOVER
Stepover is how far from the previous cut the next cut occurs. A cut it made, the bit is "stepped over", and the next cut is made. If the Stepover is 0.05 mm, then you are cutting 0.05 mm of new material. If your stepover is 1.5, you are cutting 1.5 mm of new material. It increases the "resolution" as you are taking a smaller cut.
Post up if you need more explaination.CAD, CAM, Scanning, Modelling, Machining and more. http://www.mcpii.com/3dservices.html
-
11-26-2014, 04:19 AM #3
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
Thank you Mcphil.
That's an easier way to explain it.
All clear now
Regards
Kel
-
11-26-2014, 05:34 AM #4
Ghost
- Join Date
- Dec 2008
- Posts
- 4548
Re: Explain STEPOVER
You should look up some information on the "scallop height" relating to tools and stepovers...
The finish is directly related to scallops left. There are some optimal stepovers per tool type/size, material type etc, etc......to develop your scallop heights...
At some point, there is "ALWAYS" scallops left, and there will be some info on "when you are wasting time trying to do too much" kind of stuff (As in, the finish just wont look any better once the optimal scallop height is reached)
Maybe someone else knows of some good references to read up on....
-
11-26-2014, 05:40 AM #5
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
Burrman
Would you only get scallops, if you were using a ball end mill ??
Kel
-
11-26-2014, 05:44 AM #6
Ghost
- Join Date
- Dec 2008
- Posts
- 4548
Re: Explain STEPOVER
Well, that would make sense. But then there may be some principles that apply and relate to flat tools too! Like when you are trying to achieve the best finish possible. Originally Posted by nivlek
Originally Posted by nivlek

I'm not knowledgeable enough to give you a good answer.. Shirley it can be found in some of the studies you can find when looking up "scallop heights and finishes" or some derivative of that type thing like that there....
-
11-26-2014, 05:49 AM #7
Member
- Join Date
- Sep 2012
- Posts
- 1195
Re: Explain STEPOVER
As Burrman alludes to, if you are doing a step over with a ball end mill or lollipop cutter, the resolution will be increased no only by the stepover, but also the tool diameter chosen. The best resolution is that where you choose the largest diameter bit you can fit into the geometry (or your machine in some cases!), however when it comes down to practical application, a 1" or 25mm diameter ball end will be as much you could ever really need. You can draw up in cad what the "scallop height" would be for a give stepover to determine how large or small the stepover can be and still provide the needed results. For example, a 1mm step over with a 25.4mm ball end mill will produce about a .01mm tall scallop, while a 12.7mm ball end mill will produce about a .02mm scallop height with a 1mm step over. If you decrease the step over for the 12.7mm diameter ball end mill to .75mm, you get about the same .01mm tall scallop as you got with the 25.4mm at 1mm step over. You can save time and get the same surface finish by using the 25.4mm ball end vs. the 12.7mm ball end, but the model must have no interior corners or dips that are smaller than the bit in order to do so.
Here's an exaggerated comparison of the scallop created by a larger cutter vs. a smaller cutter with the same stepover:
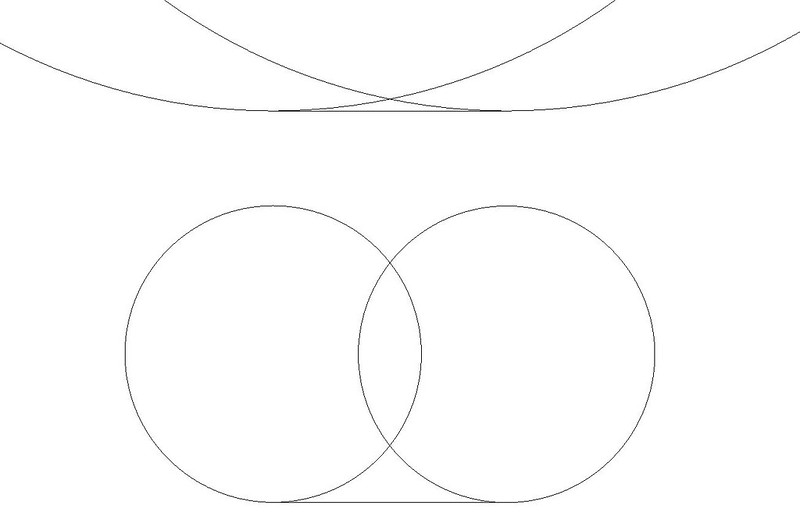 Ballend Mill by mmoe5150, on Flickr
Ballend Mill by mmoe5150, on Flickr
-
11-26-2014, 05:52 AM #8
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
Ok thank you
I was not too concerned about the finish as most of my products either get a light sanding or rumbled.
I was mainly concern about the stepover, which Mcphill answered me with a better answer then I had. And now I understand
Kel
-
11-26-2014, 05:52 AM #9
Member
- Join Date
- Sep 2012
- Posts
- 1195
Re: Explain STEPOVER
If you are using a straight flute for pocketing, the step over largely only has to do with the load on the tool itself, and in that case I tend to stick to about 35-40% the width of the tool for roughing and 3-5% for a finish pass. I'd probably reduce those a little if the material is difficult, but I generally prefer to run the tool faster with less load rather than slower with more load. The only effect step over has on a straight flute in terms of finish quality is how much chatter may be produced.
-
11-26-2014, 05:59 AM #10
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
Thank you mmoe.
That's even answered further questions of mine. I was using 50%, with a flat end mill. I will drop it back to 40%
Kel
-
11-26-2014, 06:02 AM #11
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
I suppose the percentages would change with the material used.
For example
Aluminium
Steel
Wood
Kel
-
11-26-2014, 06:08 AM #12
Gold Member
- Join Date
- Apr 2009
- Posts
- 3376
Re: Explain STEPOVER
I could literally type most of the night (I am slow) explaining step-overs and all the little if's and butt's about them.
It is really a machining question not a BoB question
However
If you want to provide exactly what you are doing,in what material,with what machine,and what kind of tool,and what Version of BoB with what tool paths,and a model of the part
You can start to see,there is a little to this.
Mcphil gave you a definition,,BUT to apply it correctly is a whole different subject.
Be glad to help further,just give as many details as possible,because it really all depends.
And then there is ball mills and a whole slew of other stuff associated with those.
Suggest hanging out on some Machinist Forums.Use the search function and search the archived threads.There are many forums out there and literally thousands of threads to read.
-
11-26-2014, 06:24 AM #13
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
Oh.....I didn't know this would cause a headache. Sorry
Basically, I machine 4 axis, models out of either aluminium or wood. I use V25 with no complaints. I have a 3D scanner to scan the models. I then use these scans in Bobcad. So they are too big (70MB) to even zip and put on here.
I generally use 3.175mm straight end mill (1/8") to rough out the models which range in size but generally 200mm long (8") x 100mm round (4") .
I then use a 2mm ball end mill (3/32") to do the finishing cut
This takes around 12-14 hours to machine, so my main reason for asking about step over, was to better understand it and maybe speed up the roughing part of the program.
hmmmm . the program I use is ummm ...roughing I think and equestrium offset for finishing or something like that. (the bobcad is on another computer so going by memory here)
Kel
-
11-26-2014, 06:39 AM #14
Gold Member
- Join Date
- Apr 2009
- Posts
- 3376
Re: Explain STEPOVER
no headache here,,,have fun
-
11-26-2014, 10:56 AM #15
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
Sorry that should have been Z level rough and 4th axis rotary to finish
Kel
-
11-26-2014, 03:34 PM #16
Registered
- Join Date
- Dec 2013
- Posts
- 290
Re: Explain STEPOVER
You can probably save a lot of time by roughing out with a larger endmill, 6-10mm. You could then go in and rough surface it with a 3-4mm endmill, and finish with the ball endmill.
-
11-26-2014, 07:54 PM #17
Registered
- Join Date
- Dec 2011
- Posts
- 295
Re: Explain STEPOVER
There is also a Bob strategy relating to step over called 2d side roughing. It is independant of tool dia but uses stock remaining and number of passes required to calculate step over. Really it's the same thing.
-
11-27-2014, 12:15 AM #18
Registered
- Join Date
- Oct 2010
- Posts
- 197
Re: Explain STEPOVER
Thank you all for your advice
Very much appreciated
Kel

 Reply With Quote
Reply With QuoteSimilar Threads
-
Constant stepover on surface?
By Forrest C in forum BobCad-CamReplies: 9Last Post: 09-03-2014, 02:23 PM -
Profiling with Stepover??
By BAMCNC.COM in forum RhinocamReplies: 1Last Post: 09-23-2012, 06:46 PM -
3D stepover machining
By the-niho in forum CamWorksReplies: 5Last Post: 01-14-2011, 11:24 PM -
Tool Stepover help
By moto21 in forum MastercamReplies: 3Last Post: 08-23-2005, 02:03 AM -
Stepover
By Hack in forum CNC (Mill / Lathe) Control Software (NC)Replies: 1Last Post: 06-10-2005, 06:07 AM
