



Hello everyone!
I'm from Finland so you have to excuse my broken English
This is going to be my second machine build so I hope that I'm not going to do the same mistakes this time.
Previous build: Svenska ElektronikForumet • Visa tråd - Daniels lilla cnc fräs // ny skärvätskeannordning
It's in swedish but google translate might help or you could just look at the pictures
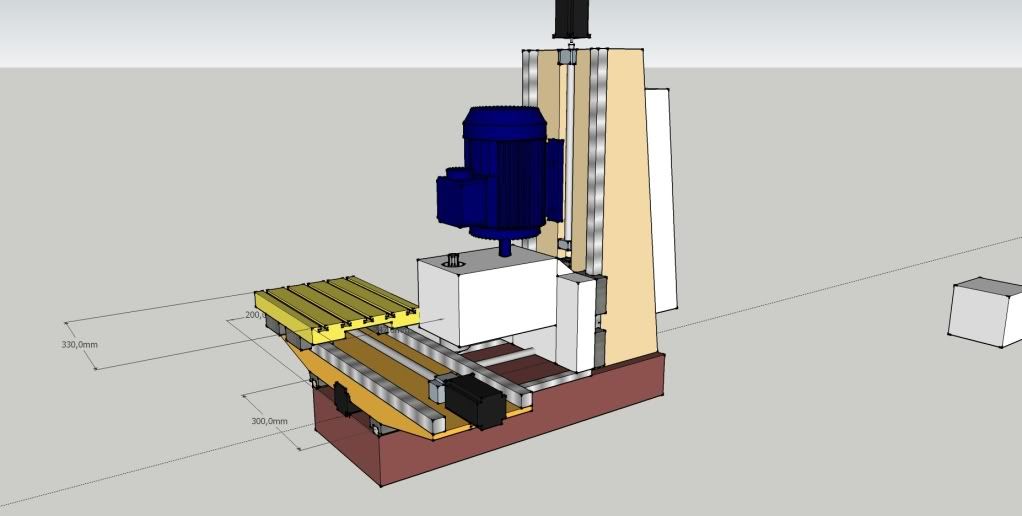
So on to the new bigger machine, it's going to be built of epoxygranite and will be using star/bosch and THK linear rails. The ballscrews are 1605's from lmb2008 at ebay.
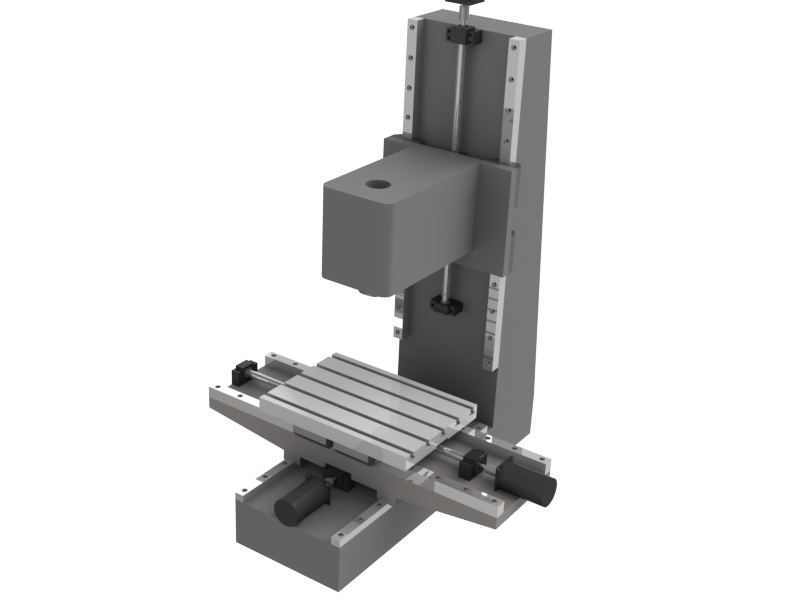
The work envelope is going to be around: (mm)
X: 490
Y: 305
Z: 334-490
All axis in zero:
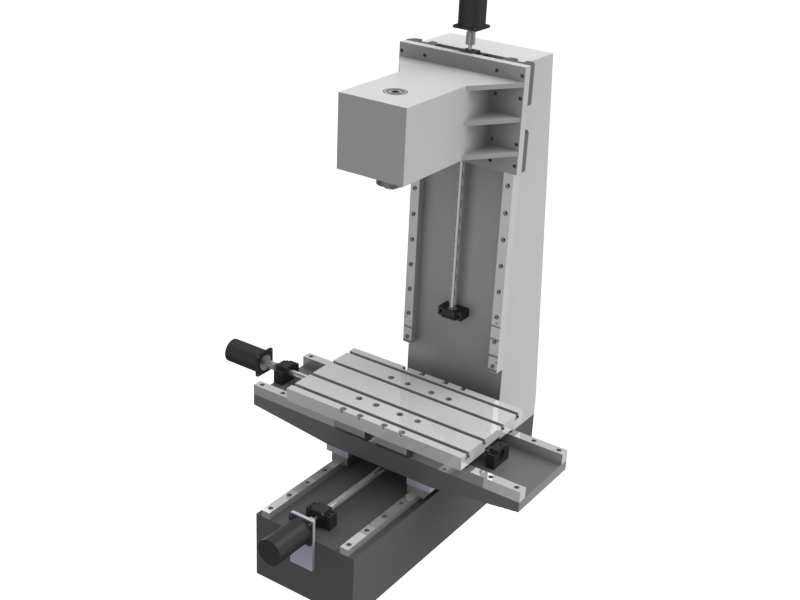
And in their maximum position:
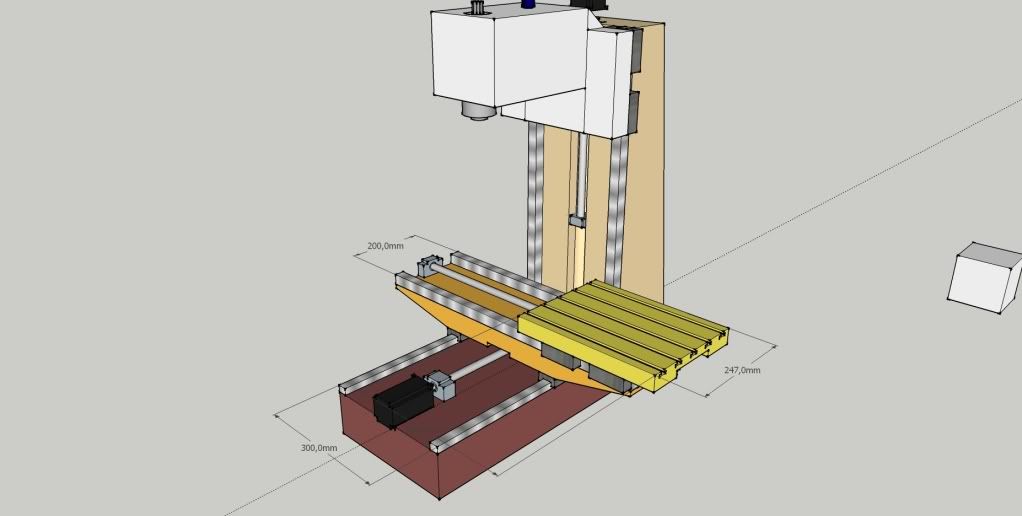
This is an rather old drawing but sketchup is a real pain to work with..
I'm drawing up a version in solidworks at the moment.
Here is all the screws and linear rails i'm going to use for this project:
Some blocks didn't make the shot but you get the point
The bearing blocks for the ballscrews feels very cheap but after some cleaning they feel at least ok.
I did this to get my inspiration flowing and hopefully get this project done:
I almost forgot about the electronics:
I'll be using 1.5NM (1NM @ 1000rpm) steppers for X & Y but I still need to find one for the Z axis. I haven't decided on any bob's or drivers at this point.
It's always fun with some feedback so feel free to leave a comment or two
Thread: E/G CNC Mill
Results 1 to 20 of 70
-
06-08-2011, 09:52 PM #1
 Registered
Registered
- Join Date
- Mar 2008
- Posts
- 43
 E/G CNC Mill
E/G CNC Mill
-
06-09-2011, 09:46 AM #2
Registered
- Join Date
- Dec 2009
- Posts
- 13
hi, looks pretty cool so far, can you tell about your plans with the E/G and please give some details? thanks!
-
06-09-2011, 04:24 PM #3
Registered
- Join Date
- Mar 2008
- Posts
- 43
I don't really know what my plan is
 The epoxy is ordered but not received yet.
The epoxy is ordered but not received yet.
But I will put some steel in the mold where the rails and ballscrews is going to be. They will then be faced of on a bigger mill.
I will probably end up shimsing (?) to get the column 90°. Or is there some clever way to get it perfect on a mill? The column itself will probably be almost 90cm's long and I can't see a way to get it faced. I guess it would be possible IF the mill had a horizontal spindle.
-
06-09-2011, 07:13 PM #4
Registered
- Join Date
- Jun 2005
- Posts
- 98
Couple of ideas for getting your mill square. If you make the base and colummn separately, you can clamp the two together on the flat surfaces using a good size angle plate. Leave a gap between the columns to squish out or inject a thin E/G mixture. If you dont have a large enough angle plate (I plan to use the bare end of a 9x42 mill table) you could design the base and column to attach with a bolt flange. Put 3-4 set screws in your flange as leveling feet, then adjust until square and lightly tighten the bolts until you're satisfied it wont move while injecting your E/G mix. This is how many large machines are built where there is nothing larger to machine it.
Looks like you got the same cheapo chinese ballscrews as I did. Did you find removing the rubber seals helped reduce the drag? I still need to play with mine and get em turning nice.
-
06-09-2011, 09:25 PM #5
Registered
- Join Date
- Mar 2008
- Posts
- 43
I couldn't spin the screw at all with them there
so we need to figure something out here
Small update:
The owner of the värnamo mill said ok to the job. It has about 1m in x travel so the whole column can be faced in one go. It also has a tilting head so if it's dialed in correctly you could do the bottom of the column to -I hope.
And I have finished 1/3 of the mill in solidworks
-
06-15-2011, 05:30 AM #6
Registered
- Join Date
- Mar 2008
- Posts
- 43
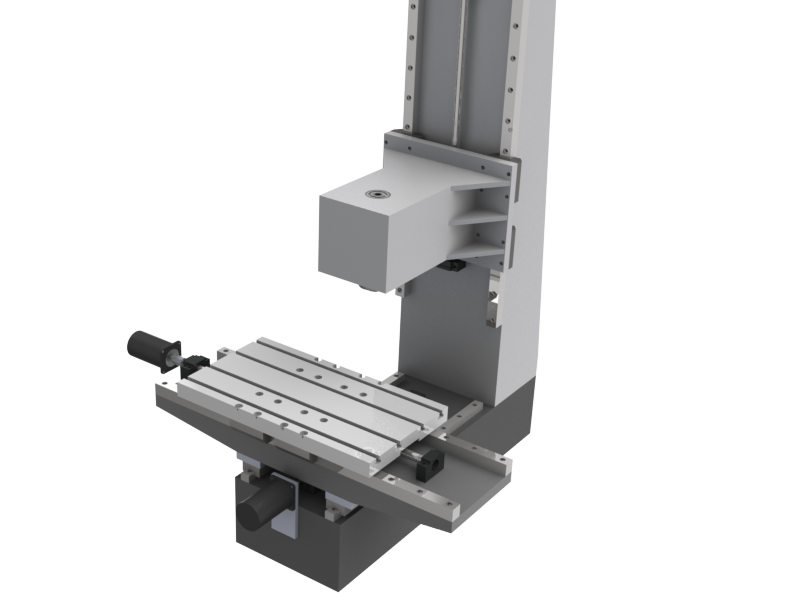
Some progress with the cad drawing:
I need to figure out some smart chip guards for all axis to.
-
09-30-2011, 05:17 PM #7
Registered
- Join Date
- Mar 2008
- Posts
- 43
Thought I would update this project a bit

The molds





Then I made a design change. I had no where near enough epoxy to make the base so I bought a big piece of granite


I then drilled and glued some nuts into the granite

This is pretty much where I am now

And some updated renderings of the cad drawing
This mill will probably (hopefully) be a great improvement to my first cnc mill Here's a crappy photo of it

-
09-30-2011, 10:20 PM #8
Registered

- Join Date
- Apr 2006
- Posts
- 169

:wee::wee::banana::banana::banana:

Principles of Rapid Machine Des
page 83
page 84
http://www.mech.utah.edu/~bamberg/re...e%20Design.pdf
-
10-03-2011, 07:10 PM #9
Registered
- Join Date
- May 2010
- Posts
- 307
From what you've posted here, it doesn't appear that a lot of planning or thought was put into the EG mix. I can't be optimistic about the stiffness achieved in the column...
There is lot that goes into EG, and getting the ingredients correct is just the beginning.
-
10-03-2011, 08:36 PM #10
Registered
- Join Date
- Mar 2008
- Posts
- 43
giz:
You are probably right, I think the column can be seen as a faliure.
The question now is what to make the column out of?
-solid piece of granite like the base
-a welded structure
-other?
Some thoughts about alternative 2:
the structure will probably need to be stress relived? and I don't know of any company here that can do it.
What will happen with if I didn't stress relived it? Will it bend over time?
-
10-03-2011, 09:41 PM #11
Registered

- Join Date
- Jul 2003
- Posts
- 586
am i missing something? where is the failure? is there another page floating around where the failure is documented.
-
10-03-2011, 10:10 PM #12
Registered
- Join Date
- Mar 2008
- Posts
- 43
I haven't taken any pics of the supposed failure yet. But the epoxy wont seem to harden properly I had some moisture in the gravel I used that I think is causing the problem
-
10-03-2011, 10:11 PM #13
Registered
- Join Date
- Mar 2008
- Posts
- 43
hesham morsy, I have read that whole pdf some time ago and it's some great info in there
-
10-05-2011, 05:24 AM #14
Registered
- Join Date
- Mar 2008
- Posts
- 43
Yesterdays progress
Something like this

Halfway


I will continue tomorrow
-
10-11-2011, 09:27 PM #15
Registered
- Join Date
- Mar 2008
- Posts
- 43
I guess this isn't much of an E/G mill anymore
I've got a new column, 70kg 220x220x920mm. I will probably fill it with sand or similar when its done.

I want this mill to be completed really bad now
And a small question, do someone know where i can get a iso/bt/nt/cat 30 spindle shaft? I've been searching like mad, and sent a lot of emails but none seem to have what I want
-
10-11-2011, 10:14 PM #16
Gold Member

- Join Date
- Feb 2007
- Posts
- 4553
Thewho,
This may be what you are looking for,
30505 - BT30 Spindle Cartridge Assembly
Jeff...Patience and perseverance have a magical effect before which difficulties disappear and obstacles vanish.
-
10-11-2011, 10:21 PM #17
Registered
- Join Date
- Jul 2005
- Posts
- 163
Have you tried asking dealers who sell parts for the RF-45-type machines? I know Industrial Hobbies offers them on their machines, Machine Tool Warehouse offers them for their machines (the MD001 IH clone mill), and BF30s and their clones can come in ISO30 taper, so these may be some sources for you. You could try the Optimum dealers in Europe (I am not familiar with them) for parts, if shipping from North America is too expensive. HTH.
-
10-12-2011, 05:40 AM #18
Registered
- Join Date
- Mar 2008
- Posts
- 43
I mailed tormach about their spindle, but it´s limited to 5100rpm
I also asked IH, and they sell a spindle shaft with bearings. I have asked what it´s max speed is but no answer yet.
-
10-12-2011, 07:36 AM #19
Registered
- Join Date
- Jan 2008
- Posts
- 25
 But why do you want more??
But why do you want more?? Originally Posted by thewho
Originally Posted by thewho

What you plan to mill?
-
10-12-2011, 04:32 PM #20
Registered
- Join Date
- Mar 2008
- Posts
- 43
I will mill some aluminum with small carbide cutters (<10mm) And I don´t want to be at the spindles max speed all day long. But maybe there is some margin to the 5100rpm




 Reply With Quote
Reply With QuoteSimilar Threads
-
How to drill and face mill using table type horizontal boring mill
By SatishNaik in forum News AnnouncementsReplies: 0Last Post: 10-09-2013, 01:10 PM -
How boring, Face mill, End mill and Circular Interpolation done on Floor type HBM.
By SatishNaik in forum News AnnouncementsReplies: 0Last Post: 07-29-2013, 01:15 PM -
Home-Brewed CNC Bench Mill Using Siex X2 Mini-Mill Head
By fignoggle in forum Benchtop MachinesReplies: 18Last Post: 05-12-2009, 05:11 AM
