



I just bought a 500 machine at auction and am just about ready to hook power to it any thing I should know before turning it on I don't know if it ran or not the building had no power so i might have a piece of junk don't know yet
Thread: ARROW 500 CT CONTROL
Results 1 to 18 of 18
-
02-11-2011, 03:48 PM #1
 Registered
Registered
- Join Date
- Aug 2010
- Posts
- 16
ARROW 500 CT CONTROL
-
02-12-2011, 03:30 PM #2
Registered
- Join Date
- Oct 2009
- Posts
- 24
You will need an air supply, too, to turn it fully on. Without air, you can bring up the operators station but not the machine power.
-
02-13-2011, 01:40 AM #3
Registered
- Join Date
- Aug 2008
- Posts
- 386
I can power up and align my Arrow 500 with CT control without air.
I can jog the axes or move them with the MPG.
Can't run commands in MDI or auto without air, though.
Joe
-
02-13-2011, 05:21 PM #4
Registered
- Join Date
- Aug 2010
- Posts
- 16
I hooked power to it but I don't have 110v to the control power supply module any body know where that comes from ? any ideas what the problem might be?
Thanks
-
02-13-2011, 11:39 PM #5
Registered
- Join Date
- Apr 2010
- Posts
- 38
Arrow 500 power problems
For starters what is your 3 phase supply voltage to the machine? 208-230-380-415-460. After knowing this you need to tap the transformer correctly based upon the incoming voltage. Be aware that the spindax drive if you have it requires the 380/460v so you have to go through the transformer.
-
02-14-2011, 12:37 PM #6
Registered
- Join Date
- Aug 2010
- Posts
- 16
my incoming voltage would be 230 do you have a dia. for the transformer i could not find one on the transformer its self i only have 220 at the spindax so i woul\d suspect that would be my problem
-
02-17-2011, 08:50 PM #7
Registered
- Join Date
- Aug 2008
- Posts
- 386
230 is confusing, I went through this myself.
I have to look at my transformer to describe it as the diagram I have does not exactly match.
I believe the 230v input taps are on the secondary side... where the ABC 230v comes out for the servo amps and the stepdown transformer that breaks out 120v (for the control) and 24v (or 12v, I forget) for other components (which explains why the control doesn't work yet).
Let me take a look (I'll take a picture of my transfromer for you).
Joe
-
02-18-2011, 01:51 AM #8
Registered
- Join Date
- Aug 2008
- Posts
- 386
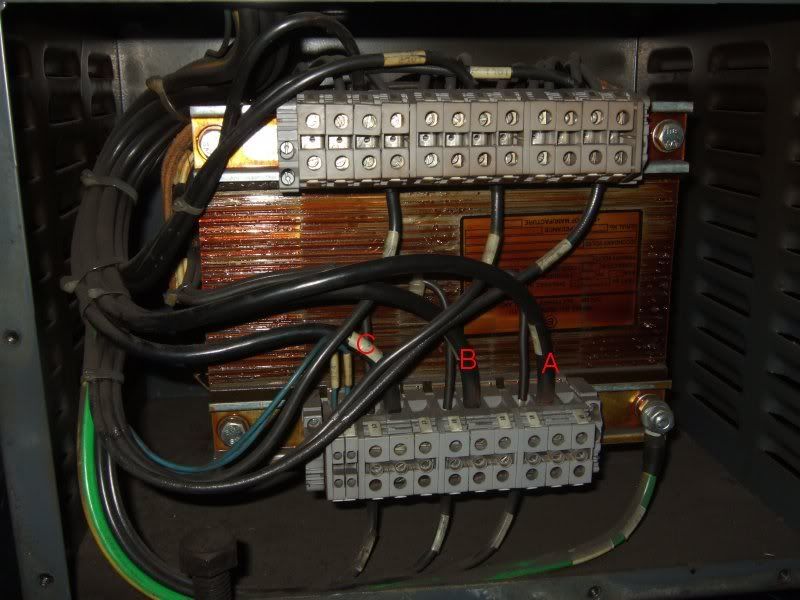
is a picture really worth 1000 words?
Okay, here's the deal.
230v input goes on the bottom taps. In the photo the leads from the main switch are labeled as A, B, and C and go into the a1, b1, and c1 taps at the bottom of the transformer (on mine anyway).
I was having problems with the Spindax a while back. When I was troubleshooting I asked Rob Varney (at MAG) for ideas. I had mentioned that my 230v was closer to 240v. He told me to move the Spindax to the 380v taps and the Maxax drives to the 208 taps (which read 400v and 213v out of my transformer). He says the drives will tolerate under voltage, and over voltage was not good in his experience. I've been running it like this ever since (after I got the driver repaired at Emerson CT, that is).
Hope this helps.
Joe
-
02-18-2011, 09:36 PM #9
Registered
- Join Date
- Aug 2010
- Posts
- 16
ok i got the power figured out but machine will not boot up talked to mag i forget his name but he thinks it could be mem mod they will check it for $250.00 reload software if it can be done for $1000.00 or sell me a rebuilt one for $2400.00 i am thinking seriously about stripping control and servo drives off and retrofitting new control and drives
-
02-19-2011, 12:05 AM #10
Registered
- Join Date
- Aug 2008
- Posts
- 386
MAG can install a new Fagor 8070 or MachineMate for $18k. Their retrofit uses your existing amps and motors, though.
I got a quote to replace my CT with a Numatix control, around $26k installed or $19k if I install it myself. The Numatics (or Numeryx) control is pretty amazing, block processing time along the lines of 10 times faster than the closest competitor. Brainchild of the late Gil Hagiz (guy was a friggin' genius in motion control).
I have looked into EMC2 as well. It would take a hell of a lot of work to integrate one of those controllers but it is doable.
I have the software to reload the system if you are interested. Does the control come up at all? What error do you get?
Joe
-
02-19-2011, 06:30 PM #11
Registered
- Join Date
- Aug 2010
- Posts
- 16
no the monitor does not come on at all power light is on but nothing shows up on monitor
-
06-21-2012, 05:50 AM #12
Registered
- Join Date
- Jul 2005
- Posts
- 107
FNC CONTROL TECHNIQUES - ARROW 500 - post processor
Hello
I have just purchased this machine, I have experience with MACH3, but none with FNC Control. I know they are gone.
I want to make an easy tool-path, but I can't find a post processor for any cam-program
Does any one have a post processor for FNC control for any cam-program?
Best regards
-
06-21-2012, 01:10 PM #13
Junior Member
- Join Date
- Apr 2002
- Posts
- 5003
You should can use any PP who delivers a standard G-Code. The only critical point is the toolchange routine. That is different in some machines.
-
07-10-2012, 02:47 AM #14
Registered
- Join Date
- Jul 2005
- Posts
- 107
DNC CT FNC-5 Control Cincinnati Arrow '94
Does any one have experience using any DNC program with the FNC control,
Cable setting and parameters?
-
08-23-2012, 02:29 AM #15
Registered
- Join Date
- Jul 2005
- Posts
- 107
CINCINNATI ARROW CT FNC control Programming Manual
I was wondering if someone has a newer version of the Programming Manual with information of How to use the spiral interpolation or know how to use it?
I asked to Robert Varney, about the spiral interpolation
Was CT control updated to use spiral interpolation?. The manual says that was going to be implement
You should be able to do spiral interpolation with the 2.568 software. That is the latest and last build published.
-
08-20-2014, 11:32 AM #16
 Registered
Registered
- Join Date
- Sep 2008
- Posts
- 67
Re: ARROW 500 CT CONTROL
Hello
there A cnc machine is a CT-FNC
I need the software for backup machine and the procedure followed
Thank you to help us
Here is my email:[email protected]
-
11-29-2014, 10:46 AM #17
Registered
- Join Date
- May 2012
- Posts
- 5
Re: ARROW 500 CT CONTROL
Free download Manuals for Cincinnati milling machine with controller CT-FNC.
-
01-27-2015, 05:42 PM #18
Registered
- Join Date
- Jul 2005
- Posts
- 107
Re: ARROW 500 CT CONTROL
Hello
Does someone has the new email for Robert Varney?, now He must be working for FIVES
or somebody else who knows about CT FNC control

 Reply With Quote
Reply With QuoteSimilar Threads
-
Arrow 750 Control Problems...
By ToolBreaker in forum Cincinnati CNCReplies: 2Last Post: 08-14-2014, 07:53 AM -
Cincinatti Arrow 500 Emerson Control Techniques control parts for sale....
By pete from TN in forum Cincinnati CNCReplies: 4Last Post: 12-20-2012, 06:11 AM -
arrow 500 aux air supply control
By TickTock_ in forum Cincinnati CNCReplies: 0Last Post: 01-30-2011, 06:14 PM -
Arrow 500/750 same control
By Mr Bonavita in forum Cincinnati CNCReplies: 1Last Post: 07-09-2009, 05:32 AM -
need help Arrow 500 FNC control
By gronux in forum Cincinnati CNCReplies: 0Last Post: 02-08-2009, 04:56 PM
