

The figures provided by the OICA (Organisation Internationale des Constructeurs d’Automobiles – the International Association of Motor Vehicle Manufacturers, in English) show clearly that the number of vehicles manufactured has noticeably increased since the start of the economic crisis in 2009. Whereas just about
61.7 million vehicles left the production line that year, the number had reached 87.2 million by 2013. Based on this improved economic indicator, expectations are that the trend will continue in 2014. It should therefore not come as a surprise that – closely associated with increased demands – the industry’s clamour for more efficient and faster production systems is also getting louder. Especially the production of gears and shafts – key components in drives, gearboxes and engines – demands shortest possible cycle times; and that is something the latest generation of machine tools already provides. But how do these requirements translate to the hardening process? The answer is: induction hardening.
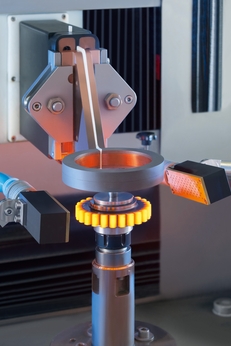
The classical hardening method is case-hardening, where the complete workpiece has to be heated for hours to reach the desired hardness. This kind of hardening has its disadvantages, especially when it comes to the mass production of gears. One of them is the enormous expenditure of time and energy and the reason behind the development, over the last few years, of induction hardening gas a technologically viable alternative. In induction surface hardening the heat input into the workpiece is achieved with the induction of eddy currents – the real trick being that only those sectors are heated that really need to be hardened, whilst the rest of the workpiece is not affected by the heating process. The method is based on two important mechanisms. Close control of the frequency with which the eddy currents are inducted ensures that only a surface area of a few millimetre depth is heated. This, in turn, results in a heating process that takes less than half a second, which is much too short to have any thermal influence on the rest of the workpiece.
To cover the special demands posed by the hardening of gears, eldec Schwenk Induction GmbH, Dornstetten, has developed the SDF (Simultaneous Dual Frequency) process. The contour conformity required of the hardening process is achieved by evenly heating both tip and base of the tooth. Using the same frequency for both base and tip – with the base being a lot further away from the inductor – creates, however, an irregular thermal profile. This is where the SDF process comes into its own, as it uses different frequencies for the heating of tooth tip and tooth base. In other words, the special feature of the SDF method is that two different frequencies / power densities simultaneously heat up the whole of the section to be hardened. The ”simultaneous twin-frequency generators“ offered by eldec ensure that the output in both MF and
HF sector can be varied, to ensure that tooth tip and tooth base are heated up to the same depth and the same temperature.
“However, the use of induction at just a single frequency still has its justification“, emphasises Dr Christian Krause, head of the „Hardening and Heating Systems“ production team at eldec. “When it comes to hardening requirements there is no ‘off the peg‘ solution to be found. Every workpiece is different and has to be looked at individually.
For gears up to Module 1 induction using one frequency is usually sufficient; whereas gears of Modules 2 – 5 can, but don’t have to be treated using the SDF method.
Which generator or which inductor we use depends entirely on the desired hardness profile and is tailor-made for THE relevant product. Supplying individual solutions to achieve the perfect hardness has been the greatest strength of eldec now for many years.“
Hardening in an industrial environment – the MIND machines
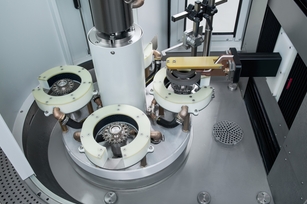
To cover the special demands of the industrial mass production of components eldec has developed the MIND hardening systems. “The MIND system has been developed as a modular concept. Each system is tailor-made to suit a particular application. There are three important components to the system: the machine base with machining area and inductor, the generator and the cooling system“, explains Dr Krause. “We, at eldec, are proud of the fact that every component, from energy source to inductor, is made inhouse. And every inductor, every generator, every cooling system – in short: every MIND system – is made-to-order and not only delivers the very best, constantly maintained hardening result, but also stands for the highest degree of process integrity.“
The small footprint of the machine and its adaptability to the use of a variety of automation systems ensure that the MIND system is well prepared for the use in production lines. Depending on individual requirements, the system is capable of achieving cycle times of between 5 and 15 seconds.
With its MIND Hardening System, eldec fulfils the requirements of the industry to a tee. The complete hardening process can be fully automated and poses no problem when integrated into a production line. The logistic advantage over the classical hardening process is self-evident. “We have shown great consistency in developing the induction hardening process and can safely say that with our MIND system we are offering one of the best and most flexible hardening systems available for industrial mass production“, emphasises Dr Krause. “The combination of optimal advice and service and tailor-made technology is a great motivation for eldec; and we are glad to be able to say that we have always met the challenge.“
Info box: eldec hardening systems
- Precision and contour accuracy in the hardening of gears and worms
- Modular system for individual solutions
- No problem integrating it into existing production lines
- Cycle times of 5 – 15 seconds
- Highest productivity rates, low energy consumption and small footprint
- Highest component quality and process integrity


 Germany
Germany